1 一、 挤压型材检验规程1、挤压型材检查基础上有外形尺寸、力学性能、 表面质量
检验任务由生产班组和质检科承担
2、挤压型材的外形尺寸和表面质量在在掠夺机出口处进行初检,在锯切定尺以后生产班组会检,合格品整齐摆放料框内,不合格品放入废料筐
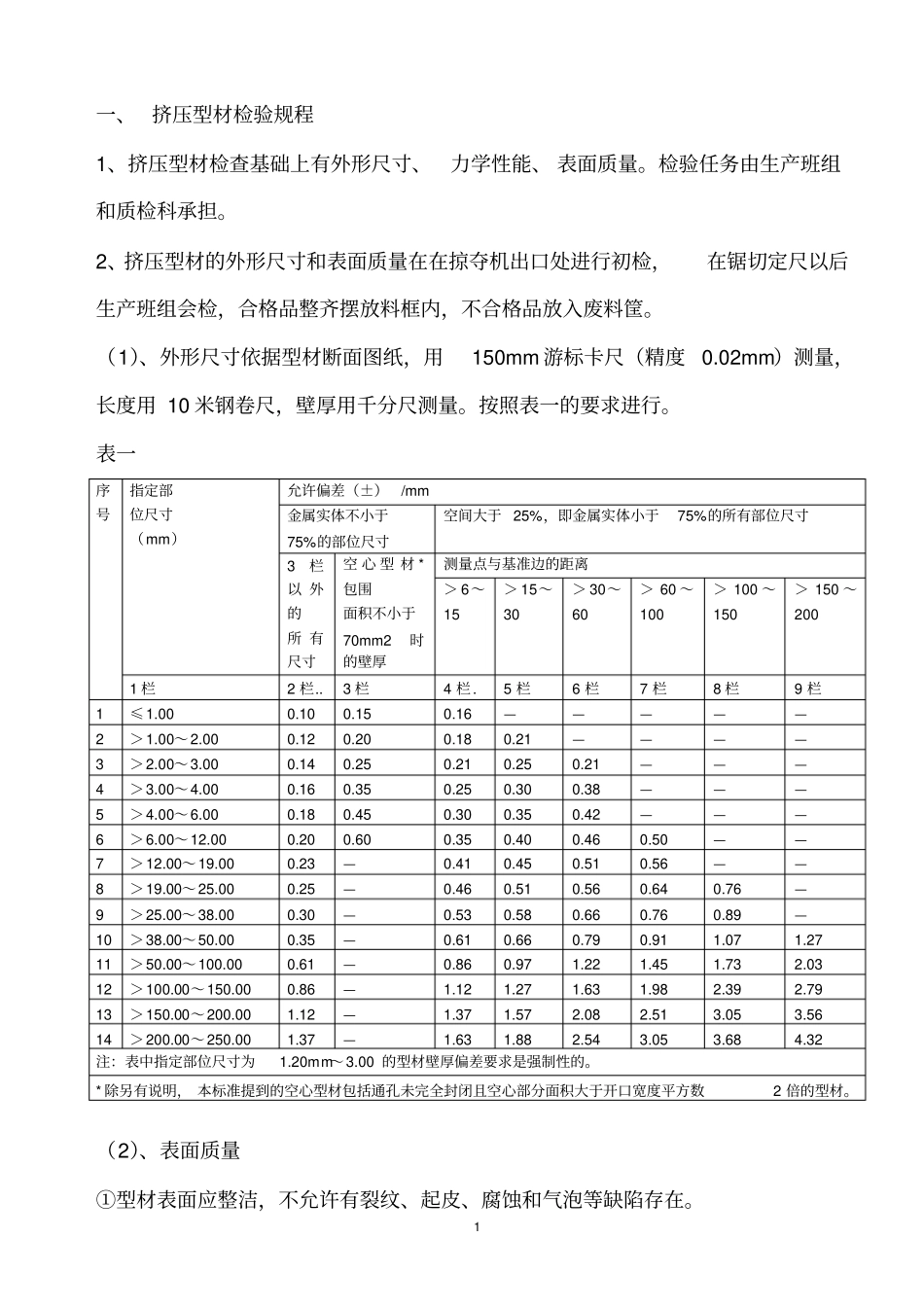
(1)、外形尺寸依据型材断面图纸,用150mm 游标卡尺(精度0
02mm)测量,长度用 10 米钢卷尺,壁厚用千分尺测量
按照表一的要求进行
表一序号指定部位尺寸(mm)允许偏差(±)/mm 金属实体不小于75%的部位尺寸空间大于 25%,即金属实体小于75%的所有部位尺寸3栏以 外的所 有尺寸空 心 型 材 *包围面积不小于70mm2时的壁厚测量点与基准边的距离> 6~15> 15~30> 30~60> 60 ~100> 100 ~150> 150 ~2001 栏2 栏
3 栏4 栏
5 栏6 栏7 栏8 栏9 栏1 ≤1
16 —————2 >1
21 ————3 >2
21 ———4 >3
38 ———5 >4
42 ———6 >6
50 ——7 >12
56 ——8 >19
76 —9 >25
89 —10 >38