铣床夹具设计示例如 图 3-60所 示 , 要 求 铣 一 车 床 尾 座 顶 尖 套 上 的 键 槽 和 油 槽 , 试 设 计 大 批 生 产 时所 用 的 铣 床 夹 具
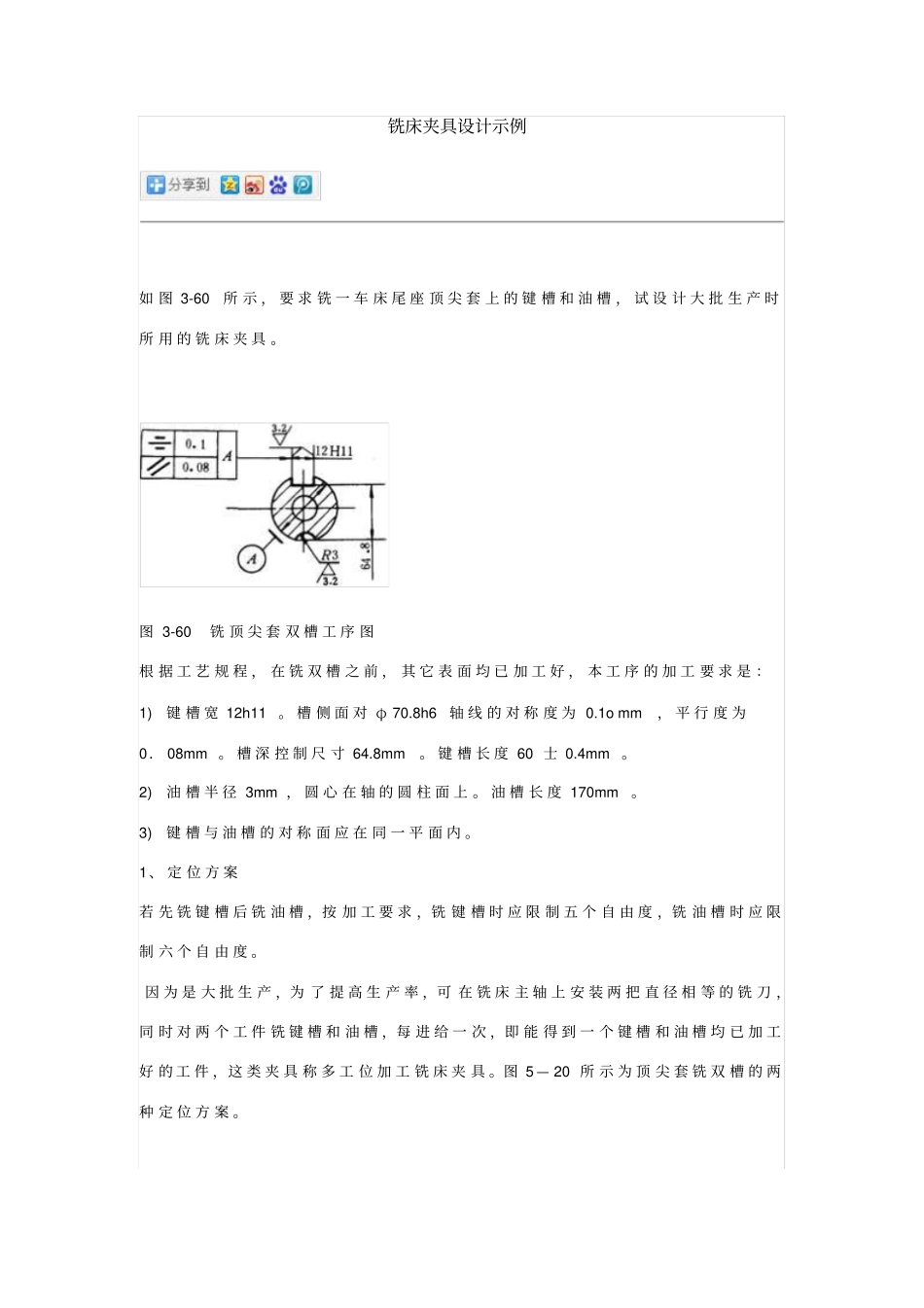
图 3-60 铣 顶 尖 套 双 槽 工 序 图根 据 工 艺 规 程 , 在 铣 双 槽 之 前 , 其 它 表 面 均 已 加 工 好 , 本 工 序 的 加 工 要 求 是 :1) 键 槽 宽 12h11
槽 侧 面 对 φ 70
8h6轴 线 的 对 称 度 为 0
1o mm, 平 行 度 为0. 08mm
槽 深 控 制 尺 寸 64
键 槽 长 度 60 士 0
2) 油 槽 半 径 3mm , 圆 心 在 轴 的 圆 柱 面 上
油 槽 长 度 170mm
3) 键 槽 与 油 槽 的 对 称 面 应 在 同 一 平 面 内
1、 定 位 方 案若 先 铣 键 槽 后 铣 油 槽 ,按 加 工 要 求 ,铣 键 槽 时 应 限 制 五 个 自 由 度 ,铣 油 槽 时 应 限制 六 个 自 由 度
因 为 是 大 批 生 产 ,为 了 提 高 生 产 率 ,可 在 铣 床 主 轴 上 安 装 两 把 直 径 相 等 的 铣 刀 ,同 时 对 两 个 工 件 铣 键 槽 和 油 槽 ,每 进 给 一 次 ,即 能 得 到 一 个 键 槽 和 油 槽 均 已 加 工好 的 工 件 ,这 类 夹 具 称 多 工 位 加 工 铣 床 夹 具
图 5 — 20 所 示 为 顶 尖 套 铣 双 槽 的 两种 定 位 方 案
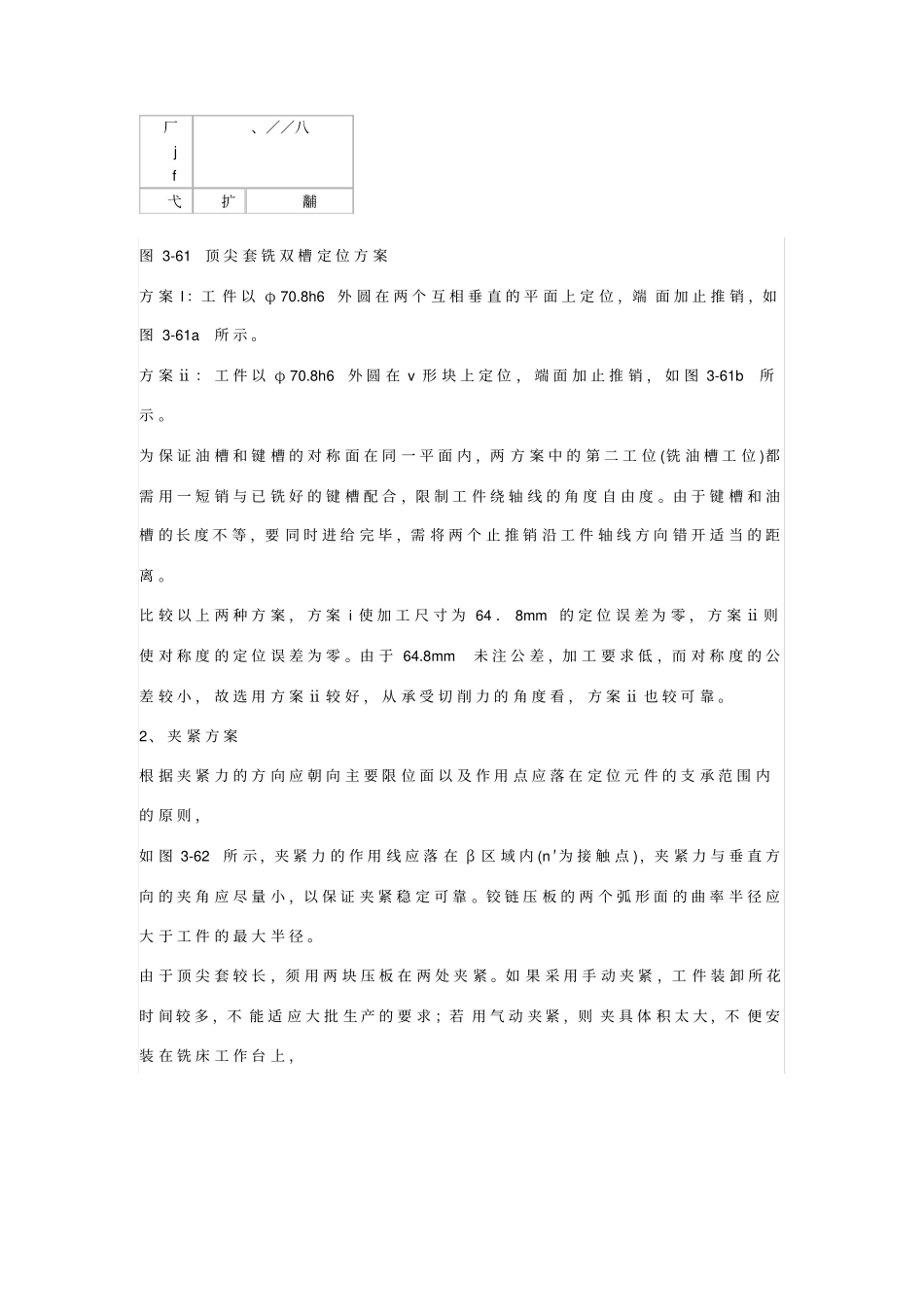
厂j f 、//八弋扩黼图 3-61顶 尖 套 铣 双 槽 定 位 方 案方 案 l :工 件 以 φ 70
8h6外 圆 在 两 个 互 相 垂 直 的 平 面 上 定 位 ,端 面 加 止 推 销 ,如图 3-61a所 示