铸铁活塞环的微观缺陷及其分析活塞环是发动机、压缩机内脏部分的关键性零件,它是处在高温、高压、高速、摩擦、腐蚀条件下工作的,工作条件十分恶劣,故活塞环质量的好坏直接影响机器的使用寿命
一般国外活塞环使用寿命较高,可达3× 106~4×105km
而国内活塞环个别质量较好的仅十几万千米
两者差距较大,主要还是质量问题
活塞环的铸件质量包括内在质量和表面质量两种,前者涉及到活塞环的机械物理性能和使用寿命,后者涉及到废品率和经济效益
根据内燃机行业 1984 年对全国 14 个专业生产厂不完全统计,铸造废品率平均为 28
86%,从近期情况看,活塞环除产生铸造表面缺陷外,尚存在着各种严重的组织缺陷,造成废品率大增
由此可见,提高活塞环的内在质量已是当务之急
本文力图对活塞环的组织缺陷进行微观分析,找出产生缺陷的原因,采取相应对策,提高活塞环的质量
粗长片状石墨在铸铁金相标准 GB7216-87中,将铸铁中的石墨分布的形状分为:A,B,C,D,E和 F 六种
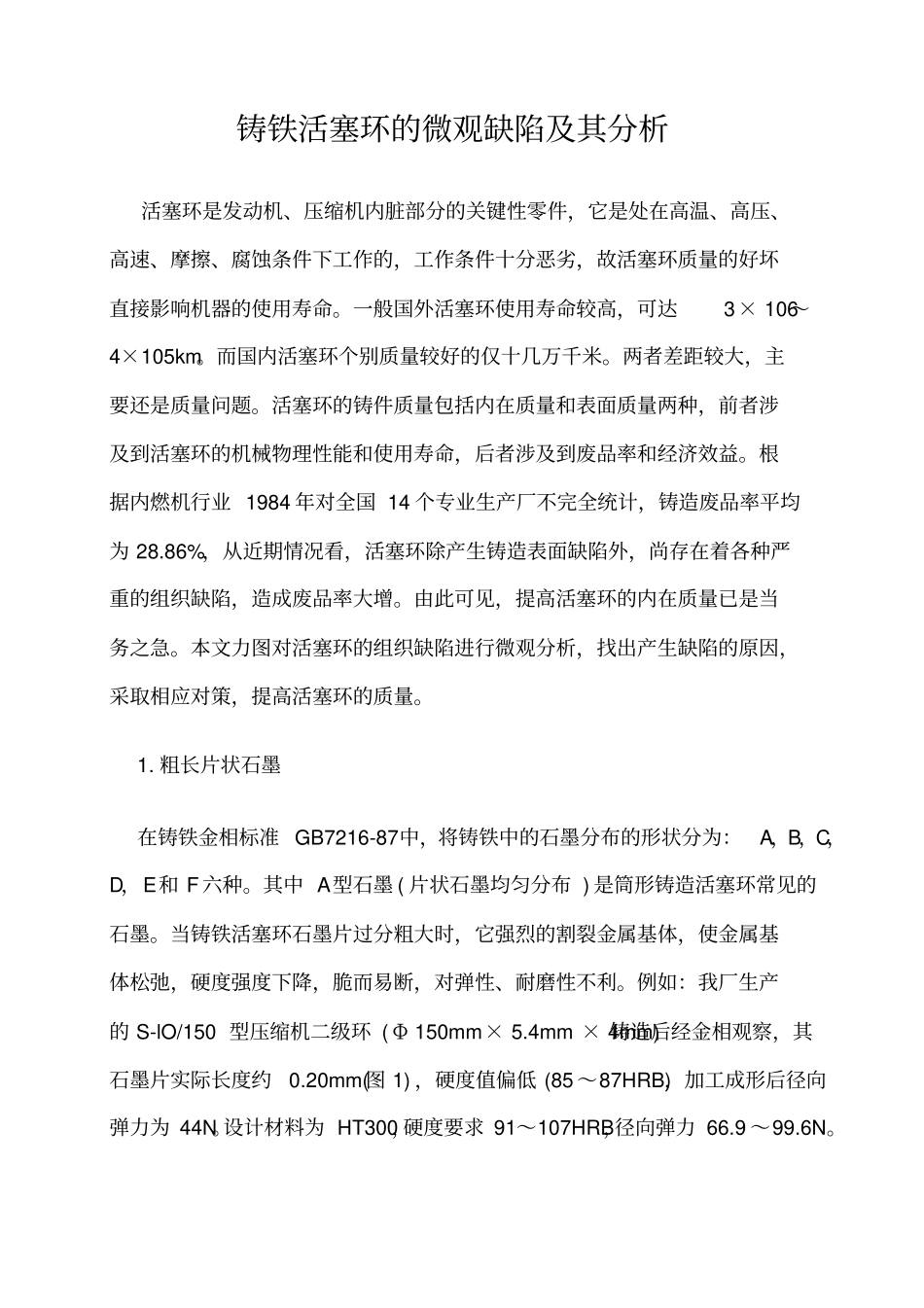
其中 A型石墨 ( 片状石墨均匀分布 ) 是筒形铸造活塞环常见的石墨
当铸铁活塞环石墨片过分粗大时,它强烈的割裂金属基体,使金属基体松弛,硬度强度下降,脆而易断,对弹性、耐磨性不利
例如:我厂生产的 S-lO/150 型压缩机二级环 ( Φ 150mm× 5
4mm × 4mm)铸造后经金相观察,其石墨片实际长度约0
20mm(图 1) ,硬度值偏低 (85 ~87HRB),加工成形后径向弹力为 44N
设计材料为 HT300,硬度要求 91~107HRB,径向弹力 66
产生这种缺陷的原因,主要是铸造时毛坯尺寸较厚,碳硅量过高,冷却速度缓慢以及铸铁中所含的合金元素含量偏低和孕育过度造成的
GB3509-83内燃机简体铸造活塞环金相检验标准中规定气缸直径在160mm以内的普通合金铸铁简体铸造活塞环,径向厚