编制:周强审核:任文松批准:考立龙盘锦辽河油田天都实业有限公司锻造工艺规范TD/QD-ZJ-01,B/0日期:2013
06日期:2013
06日期:2013
06受控状态:受控发放编号:修改状态:第 1 次1 主题内容及适用范围本规范规定了承压件和压力控制件用锻钢件(含轧材)的化学成份、性能、熔炼、锻造、热处理及试验等内容
本规范规定了承压件和压力控制件用锻钢件(含轧材,以下简称锻钢件)的生产、采购
2 引用标准GB9452 热处理炉有效加热区测定方法JB4249-1986 锤上钢质自由锻件机械加工余量和公差JB4250 锤上钢质胎模锻件机械加工余量和公差3 总则锻钢件应符合本规范要求并按照经规定程序批准的技术文件和图样制造
4 化学成份 4
1 锻钢件用钢的化学成份应以抽样分析结果为依据
2 锻钢件材料化学成份极限应不超过表 1、表 2 规定
3 锻钢件各元素的最大偏差应符合表 3 规定
4 常用锻钢件化学成份及允差应符合附录 A 或附录 B 的要求
注:附录 A 给出了我国材料的化学成份及允差,附录 B 给出了相对应的美国材料的化学成份及允差,如用户要求,按用户要求选择,如用户无要求,则按附录 A 执行
表 1表 25 工艺要求5
1 熔炼方法5
1 制造厂必须制定规范的熔炼工艺指导生产
2 锻钢厂(含轧材)用钢熔炼一般采用碱性电弧炉可感应电弧炉进行,酸性电弧炉熔炼的钢不接表 3 合金元素最大偏差范围注:表 3 中各元素的最大偏差应当使元素的合金含量不超过表 1 规定的值
受;在熔炼过程中采用真空感应熔炼(VIM)或者采用真空脱气、氢一氧脱碳方法(AOD)都可以接受,无论采用何种方法熔炼,钢水都必须经过充分镇静,以便得到纯净的钢水,保证锻件具有压力容器质量
3 中小型锻件也可直接用
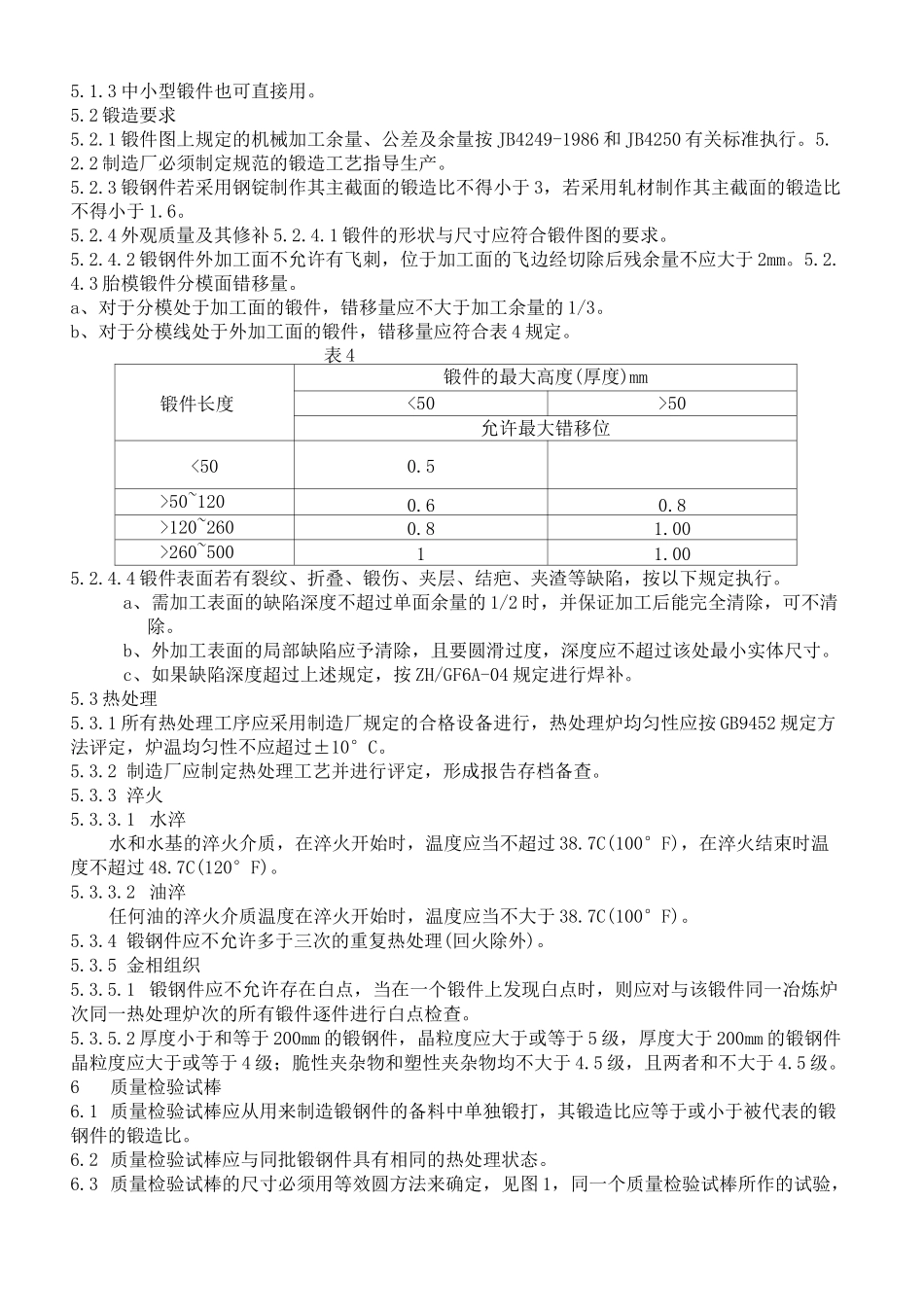
2 锻造要求5
1 锻件图上