WORD 格式可编辑专业知识整理分享一、整体式斜顶排料: 1
1 概述:为防止变形,提高加工精度,整体式斜顶导滑部分截面尺寸小于20X20 的多个斜顶排在一起线切割外形
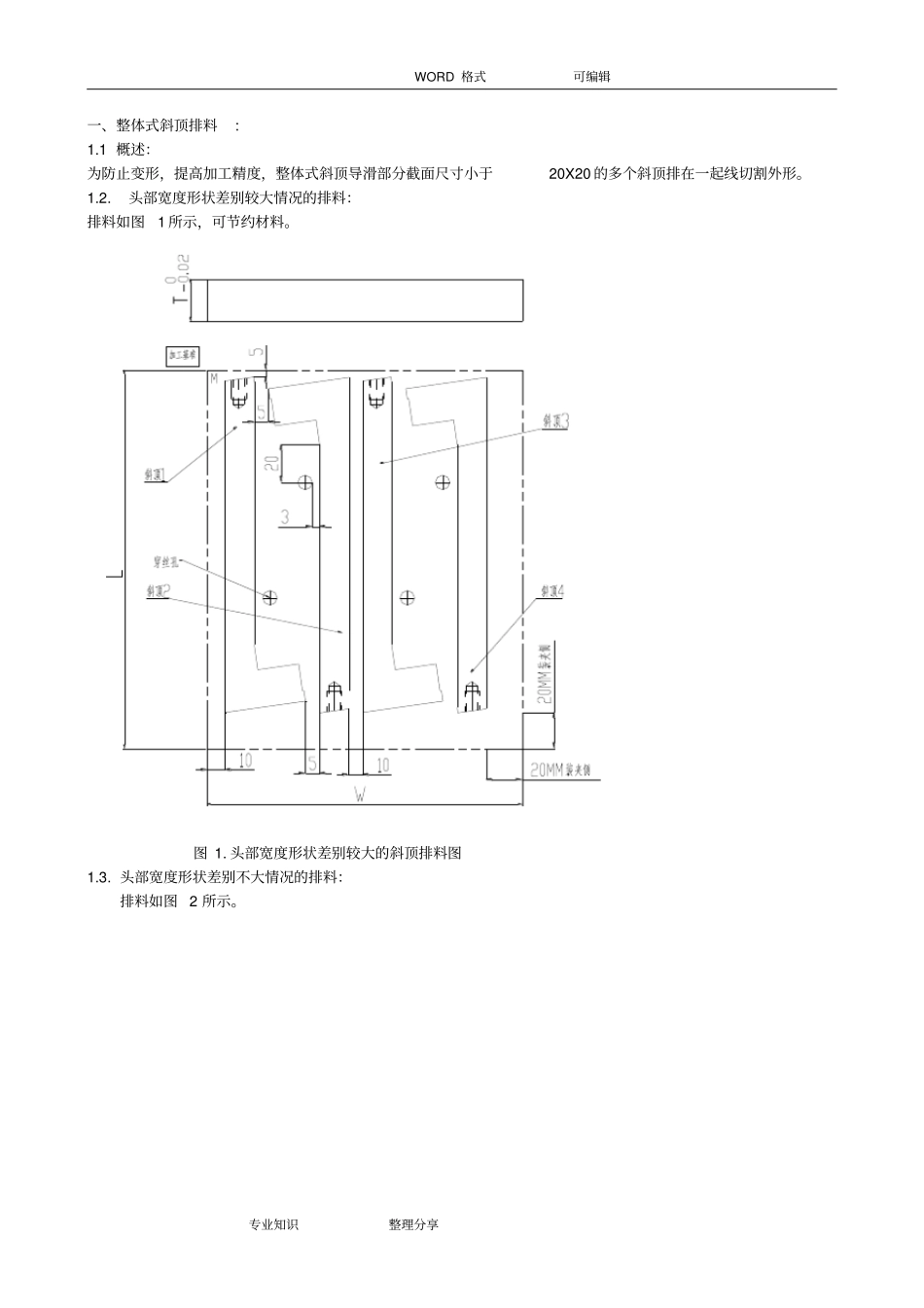
头部宽度形状差别较大情况的排料:排料如图1 所示,可节约材料
头部宽度形状差别较大的斜顶排料图1
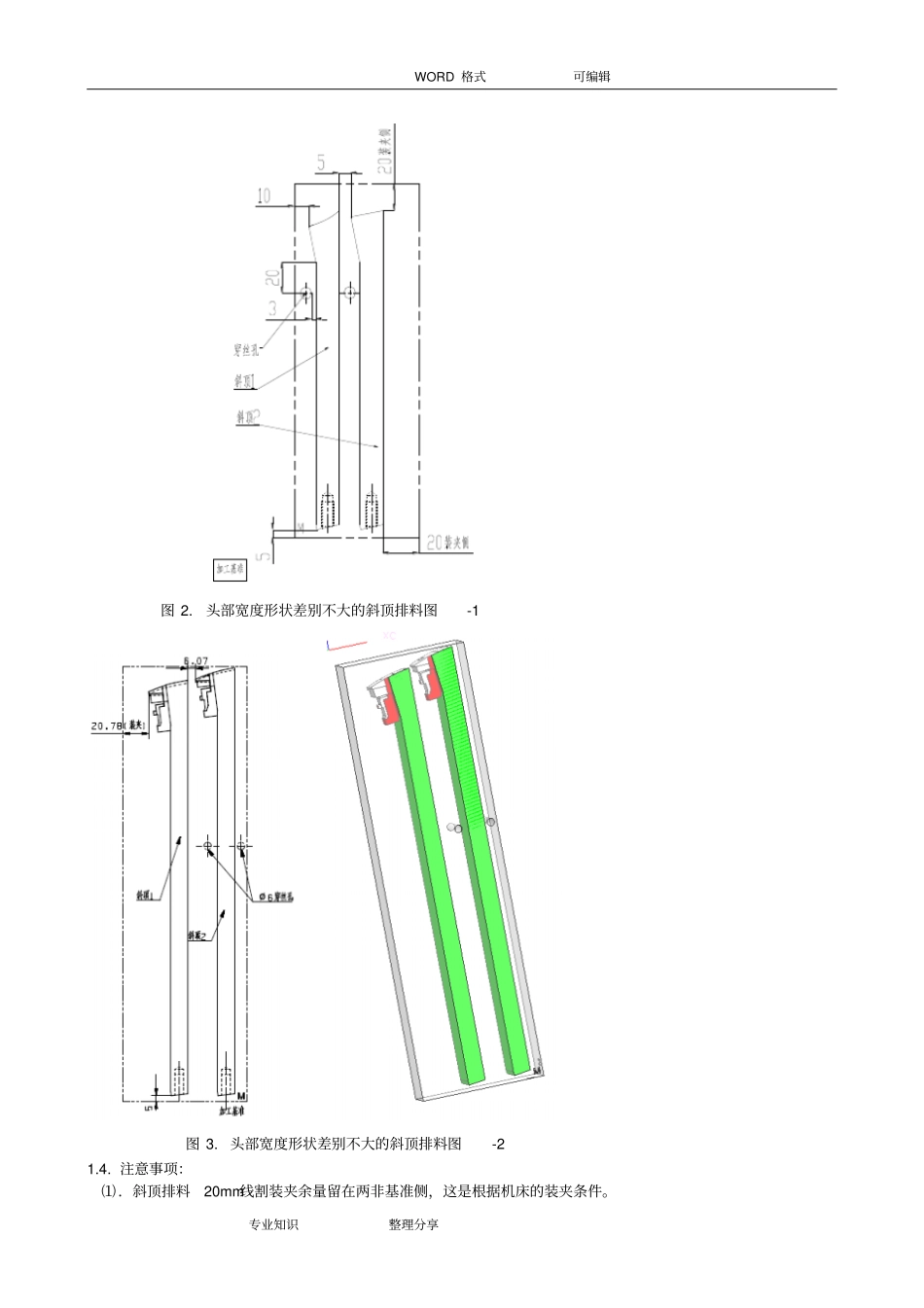
头部宽度形状差别不大情况的排料:排料如图 2 所示
WORD 格式可编辑专业知识整理分享图 2
头部宽度形状差别不大的斜顶排料图-1 图 3
头部宽度形状差别不大的斜顶排料图-2 1
注意事项:⑴.斜顶排料20mm线割装夹余量留在两非基准侧,这是根据机床的装夹条件
WORD 格式可编辑专业知识整理分享当斜顶排料宽度>100mm,非基准侧都要留20mm余量
当斜顶排料宽度≤100mm,机床可以夹住一侧的余量,即可将斜顶料夹紧,这样斜顶布料时只需要留一侧面的余量20mm即可
(即在长度方向留20mm装夹),这主要是指那种整体方斜顶
⑵.一根斜顶对应一个穿丝孔,穿丝孔直径可为4mm、5mm、6mm⋯⋯,通常情况下打∮4 的穿丝孔就可以,穿丝孔位置如图1、2 所示,不可以打在装夹侧
二、镶块布料:2
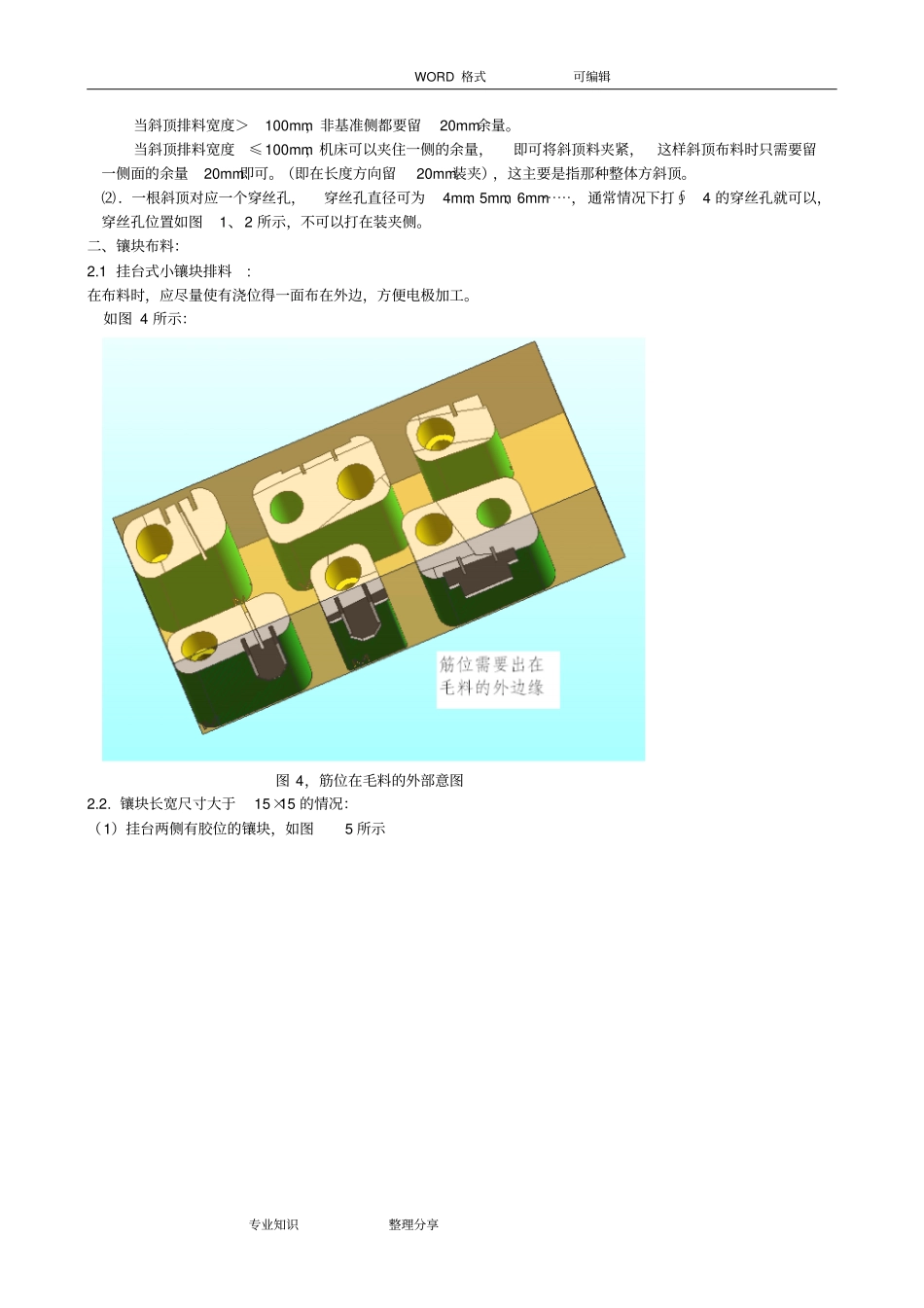
1 挂台式小镶块排料: 在布料时,应尽量使有浇位得一面布在外边,方便电极加工
如图 4 所示:图 4,筋位在毛料的外部意图2
镶块长宽尺寸大于15×15 的情况:(1)挂台两侧有胶位的镶块,如图5 所示WORD 格式可编辑专业知识整理分享图 5
挂台两侧有胶位镶块示意图此类排料镶块加工工艺:准备开料,磨料,铣挂台台阶――→NC铣挂台两侧胶位;铣头部、其余两侧面筋位开粗――→电蚀(顶面形状需要电蚀的)――→线割分开――→配入主镶打侧面开粗胶位或单独打侧面开粗筋位――→抛光
排料方式:挂台朝一面;底部及三侧面开净料,一侧面留20mm线割装夹余量,如图6 所示
挂台两侧有胶位