机械加工工艺过程卡片中北大学机械加工工艺过程卡片产品型号零(部件)图号产品名称195 发动机零(部件)名称摇臂轴座共页第页材料牌号 HT200毛坏种类铸件毛坯外形尺寸每毛坯可制件数 1每台件数 1备注工序号工序名称工序容车间工段设备工艺设备工时/S准终单件1铸件铸造车间2时效处理热处理车间3粗铣粗铣下底面至 61
50机加工X51 型立式铣床量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢三面刃铣刀4粗铣半精铣粗铣、半精铣上底面至 59oRa6
3机加工X51 型立式铣床同上5半精铣半精铣下底面至 58oRa6
3机加工X51 型立式铣床刀具:咼速钢错齿三面刃铣刀其余同上6粗铣粗铣后端面至 34
3机加工X51 型立式铣床量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:圆柱铣刀7粗铣半精铣粗铣、半精铣前端面至 32
1机加工X51 型立式铣床量具:游标卡尺、粗糙块夹具:专用铣夹具
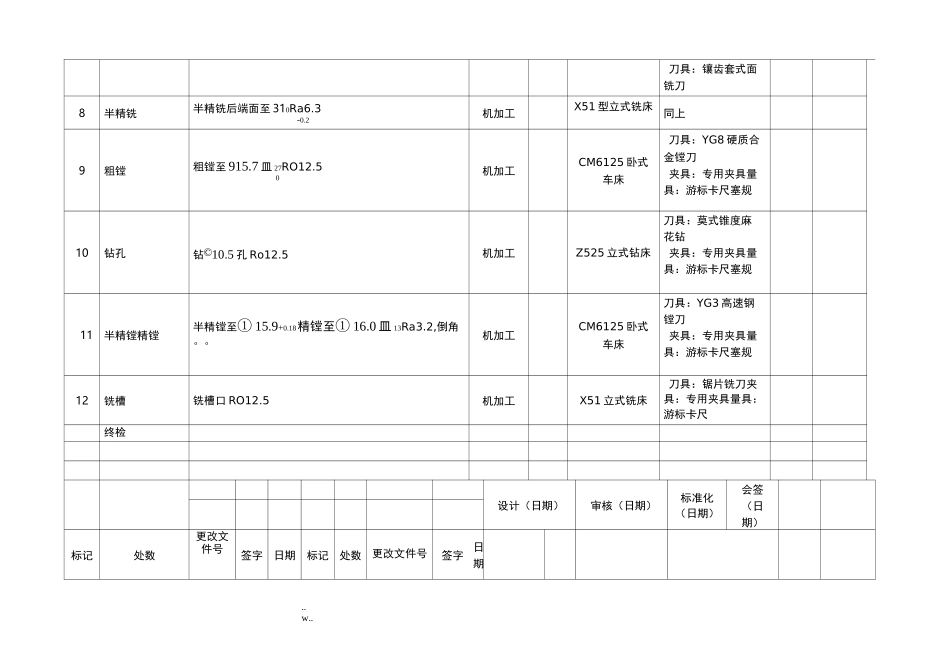
刀具:镶齿套式面铣刀8半精铣半精铣后端面至 310Ra6
2机加工X51 型立式铣床同上9粗镗粗镗至 915
7 皿 27RO12
50机加工CM6125 卧式车床刀具:YG8 硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规10钻孔钻©10
5 孔 Ro12
5机加工Z525 立式钻床刀具:莫式锥度麻花钻夹具:专用夹具量具:游标卡尺塞规11半精镗精镗半精镗至① 15
18精镗至① 16
0 皿 13Ra3
2,倒角°°机加工CM6125 卧式车床刀具:YG3 高速钢镗刀夹具:专用夹具量具:游标卡尺塞规12铣槽铣槽口 RO12
5机加工X51 立式铣床刀具:锯片铣刀夹具:专用夹具量具:游标卡尺终检设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改