液态模锻主要内容:液态模锻也称为挤压铸造、锻打铸造以及熔汤锻造等,是一种锻铸结合的工艺方法
该方法采用铸造工艺将金属熔化、精炼,并用定量浇勺将金属液浇入模具型腔,随后利用锻造工艺的加压方式,使金属液在模具型腔中流动充型,并在较大的静压力下结晶凝固,且伴有小量塑性变形,从而获得力学性能接近纯锻造锻件而优于纯铸造件的毛坯或零件
目前,采用这种工艺生产的单件质量可达300kg 以上,其材料包括有色金属及其合金、铸铁、碳钢和不锈钢等
采用此工艺可制造大型铝合金活塞、镍黄铜高压阀体、气动单元组件的仪表外壳,铜合金蜗轮等产品
关键词:液态模锻,特种塑性成形,模锻工艺流程
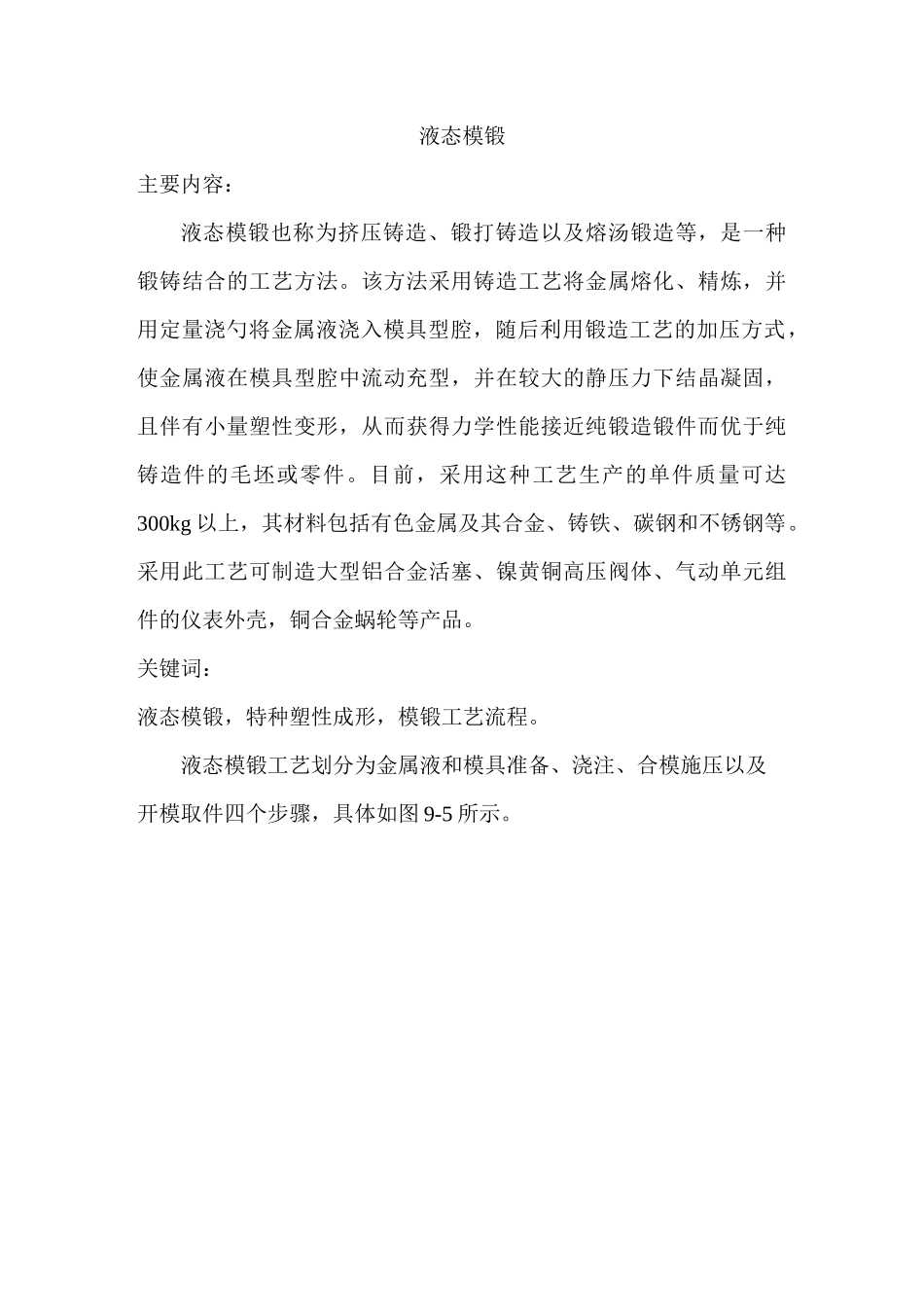
液态模锻工艺划分为金属液和模具准备、浇注、合模施压以及开模取件四个步骤,具体如图 9-5 所示
d)呗出 s 期压图 1 液态模锻工艺流程
1 工艺分类液态模锻的工艺过程是把一定量的金属液浇入下模型腔中,当溶液还处于熔融或半熔融状态时施加压力,迫使金属充满型腔形成工件
在整个凝固过程中,对工件保持压力,以便消除金属凝固时在工件内部产生的缺陷,并使其产生塑性变形,工件凝固及塑性变形,借助顶杆或其它方法将其推出,为下一次操作做好准备
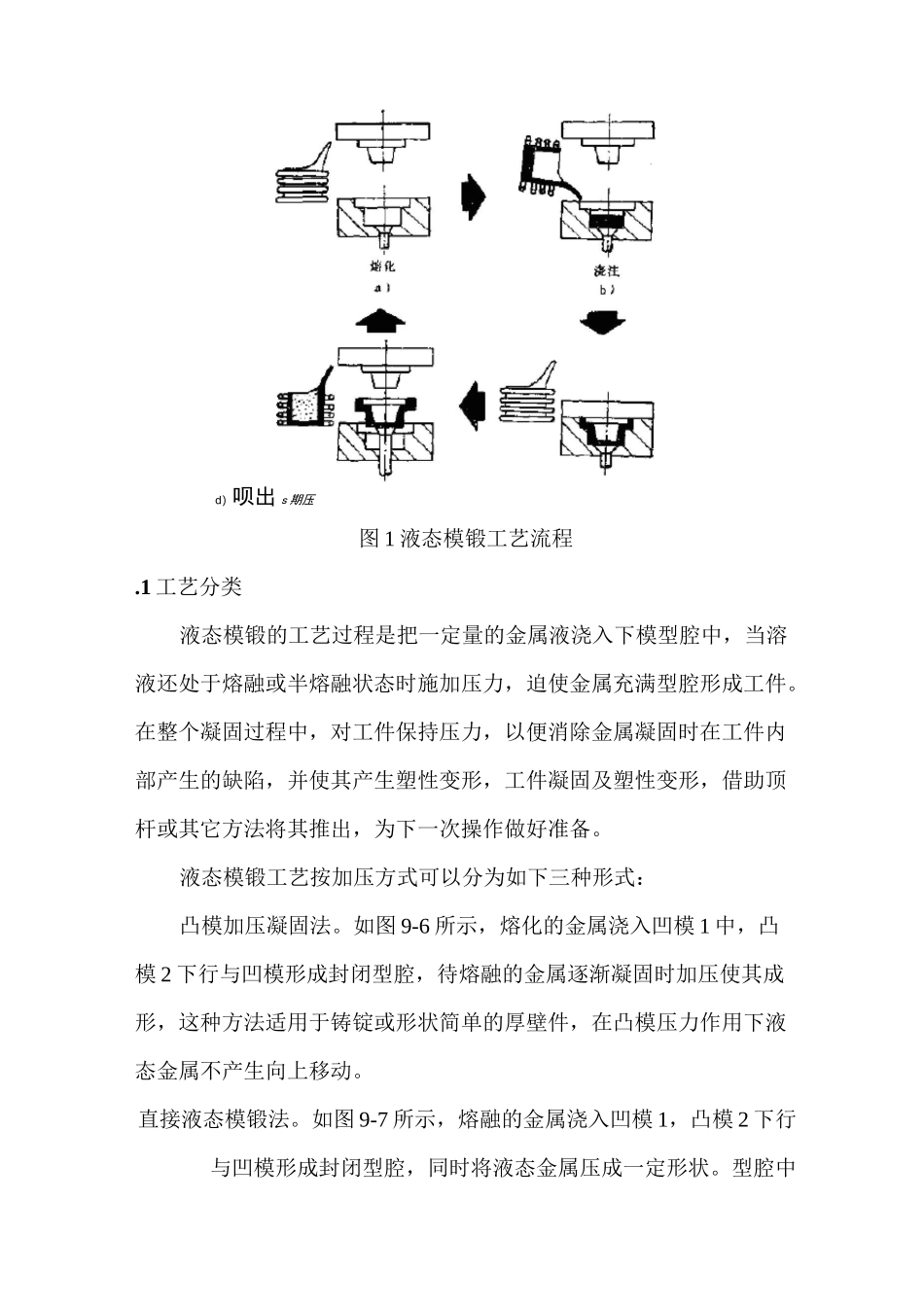
液态模锻工艺按加压方式可以分为如下三种形式:凸模加压凝固法
如图 9-6 所示,熔化的金属浇入凹模 1 中,凸模 2 下行与凹模形成封闭型腔,待熔融的金属逐渐凝固时加压使其成形,这种方法适用于铸锭或形状简单的厚壁件,在凸模压力作用下液态金属不产生向上移动
直接液态模锻法
如图 9-7 所示,熔融的金属浇入凹模 1,凸模 2 下行与凹模形成封闭型腔,同时将液态金属压成一定形状
型腔中的向上流动,中间冷却凝固
如果有使多余便由注入溶液的量来决定,并在工件底部和顶部厚度的变化上反映出来
杯状和空心的法兰状工件常采用直接液态模锻法加工
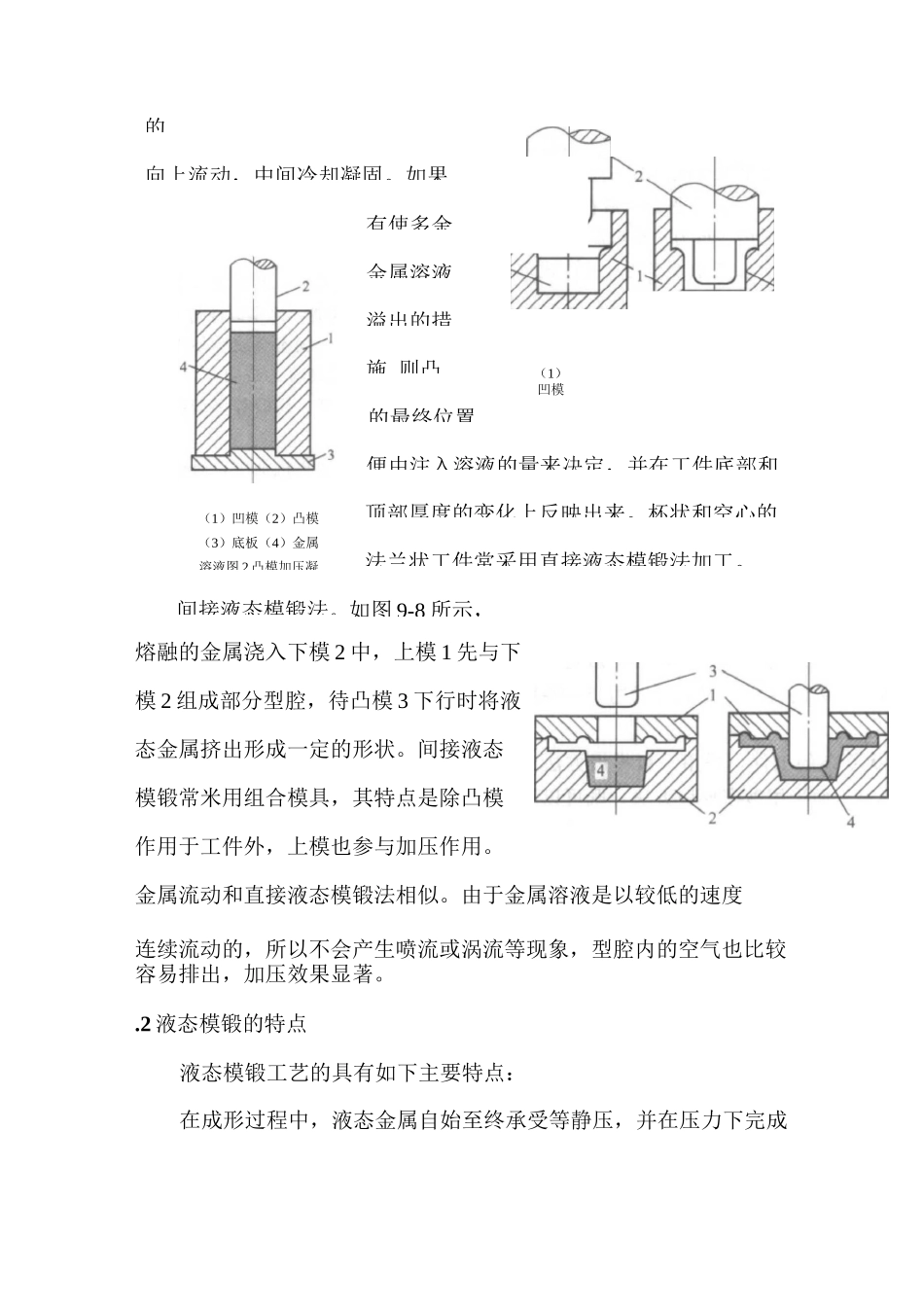
间接液态模锻法
如图 9-8 所示,熔融的金属浇入下模 2 中,上