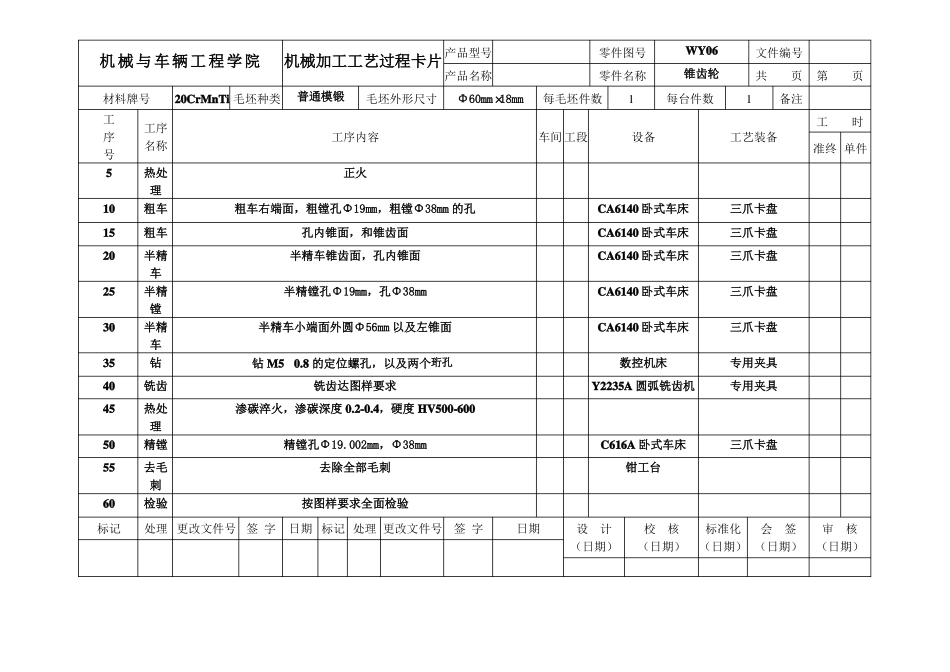
机械与车辆工程学院材料牌号工序号51015202530354045505560标记工序名称热处理粗车粗车半精车半精镗半精车钻铣齿热处理精镗去毛刺检验20CrMnTi 毛坯种类机械加工工艺过程卡片普通模锻毛坯外形尺寸产品型号产品名称Φ60mm×18mm零件图号零件名称1设备WY06锥齿轮每台件数1文件编号共页第页备注工时每毛坯件数车间 工段工序内容正火粗车右端面,粗镗孔Φ19mm,粗镗Φ38mm 的孔孔内锥面,和锥齿面半精车锥齿面,孔内锥面半精镗孔Φ19mm,孔Φ38mm半精车小端面外圆Φ56mm 以及左锥面钻 M50
8 的定位螺孔,以及两个珩孔铣齿达图样要求渗碳淬火,渗碳深度 0
4,硬度 HV500-600精镗孔Φ19
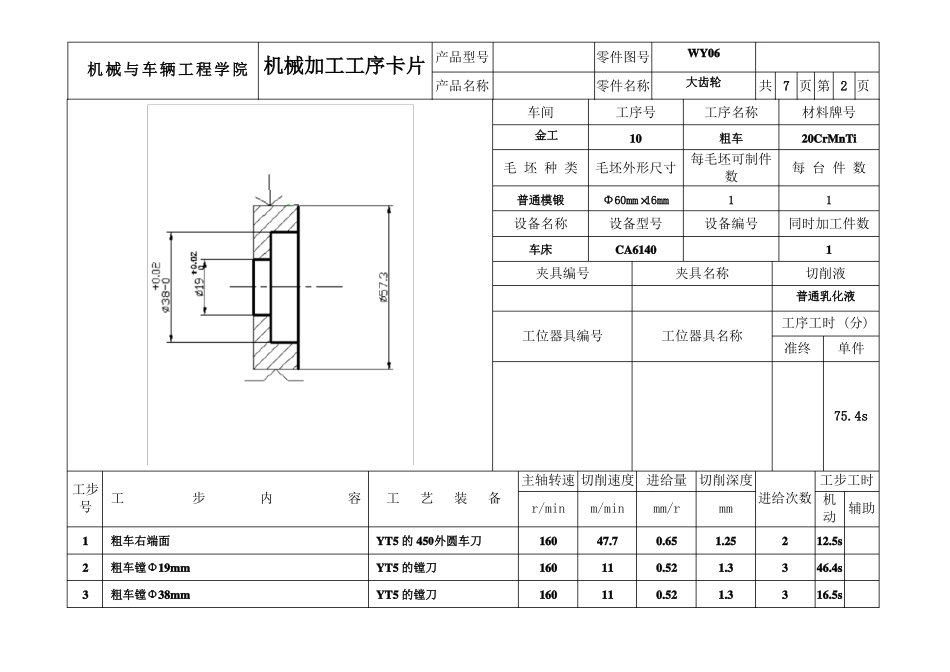
002mm,Φ38mm去除全部毛刺按图样要求全面检验工艺装备准终 单件日期设计(日期)CA6140 卧式车床CA6140 卧式车床CA6140 卧式车床CA6140 卧式车床CA6140 卧式车床数控机床Y2235A 圆弧铣齿机C616A 卧式车床钳工台三爪卡盘三爪卡盘三爪卡盘三爪卡盘三爪卡盘专用夹具专用夹具三爪卡盘处理 更改文件号签 字日期 标记 处理 更改文件号签 字校核标准化会签审核(日期)(日期) (日期)(日期)机械与车辆工程学院 机械加工工序卡片 产品型号产品名称车间金工零件图号零件名称工序号10WY06大齿轮共 7 页 第 2 页材料牌号20CrMnTi工序名称粗车毛 坯 种 类毛坯外形尺寸普通模锻Φ60mm×16mm每毛坯可制件数1每 台 件 数1设备名称车床设备型号CA6140设备编号同时加工件数1夹具编号工位器具编号夹具名称工位器具名称切削液普通乳化液工序工时 (分)准终单件工步工步内容号123粗车右端面粗车镗Φ19mm粗车镗Φ38mm75
4s主轴转速 切削速度进给量切削深度工步工时工艺装备进给次数 机r/minm/minm