xxx汽车股份有限公司QC 小 组 成 果 报 告 表课题名称小组名称课题类型活动时间小组成员组长组员组员组员组员组员组员组员组员组员姓名现场型注册时间2008
1~2008
9员工编号部门降低 N106 侧围点凹率西车一号小组2008
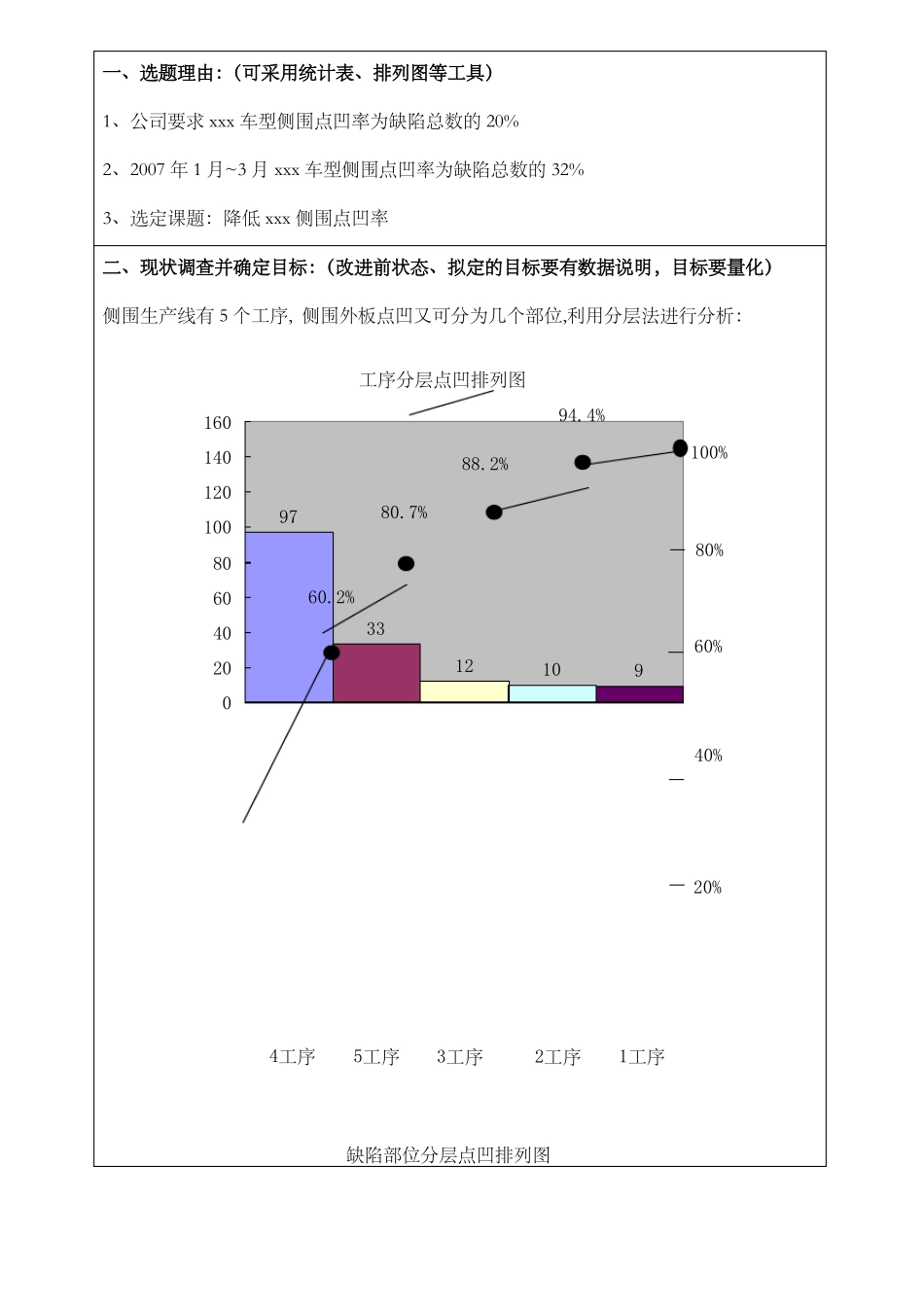
1注册编号小组人数岗位QC—08—WB—00112组内分工填报部门:xxx填报人:xxx审核人:xxx一、选题理由:(可采用统计表、排列图等工具)1、公司要求 xxx 车型侧围点凹率为缺陷总数的 20%2、2007 年 1 月~3 月 xxx 车型侧围点凹率为缺陷总数的 32%3、选定课题:降低 xxx 侧围点凹率二、现状调查并确定目标:(改进前状态、拟定的目标要有数据说明,目标要量化)侧围生产线有 5 个工序, 侧围外板点凹又可分为几个部位,利用分层法进行分析:缺陷部位分层点凹排列图4工序5工序3工序2工序1工序20%工序分层点凹排列图16014012010080604020060
4%100%9780
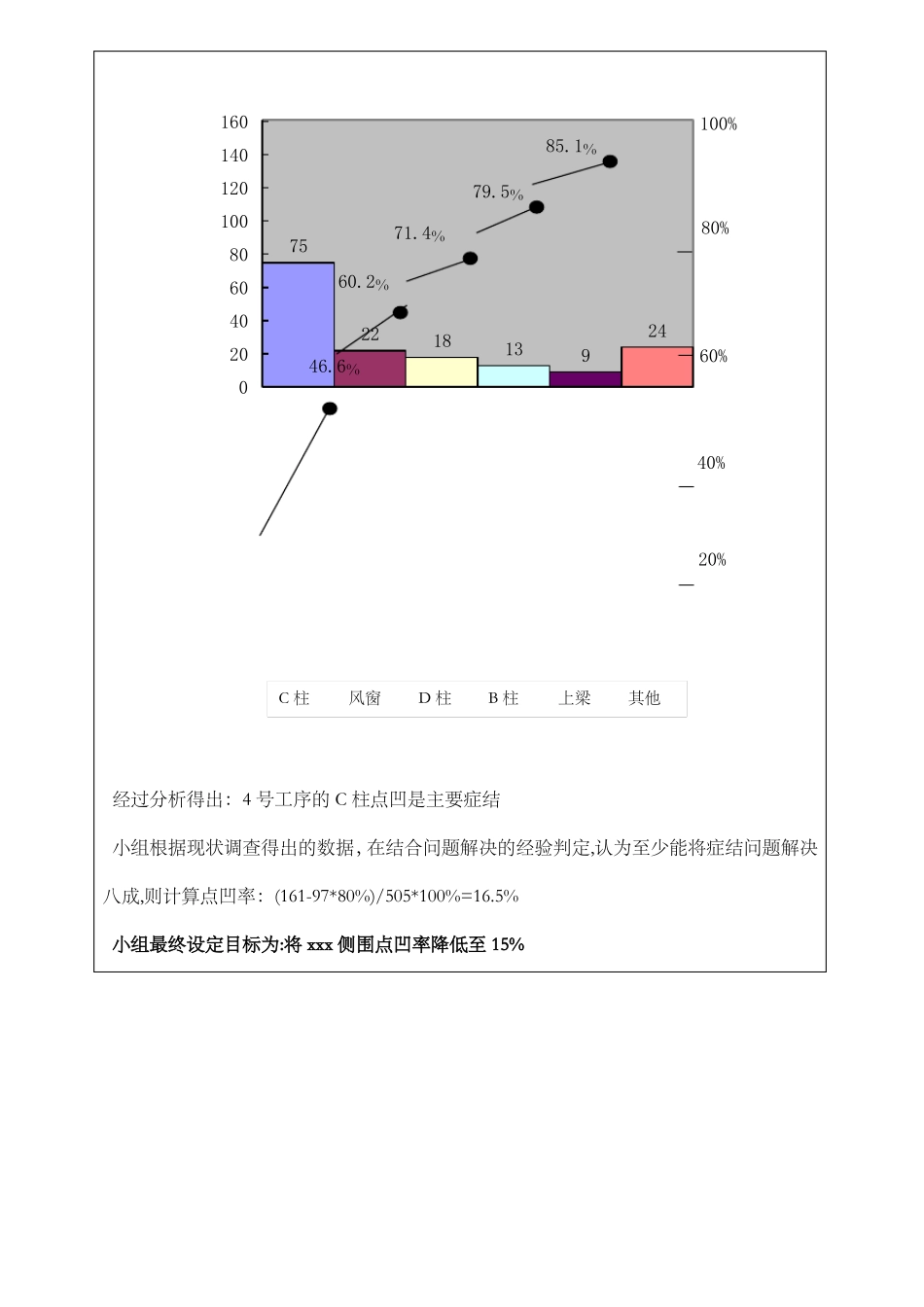
7%80%331210960%40%经过分析得出:4 号工序的 C 柱点凹是主要症结小组根据现状调查得出的数据,在结合问题解决的经验判定,认为至少能将症结问题解决八成,则计算点凹率:(161-97*80%)/505*100%=16
5%小组最终设定目标为:将 xxx 侧围点凹率降低至 15%C 柱风窗D 柱B 柱上梁其他16014012010080604020075100%85
2%221824980%46
6%1360%40%20%三、分析原因:(可采用因果图、树图、关联图等工具)电极头C柱点凹焊接边焊钳缺零件表电极杆焊钳打培训不冲压件4工序点凹没有限技术不焊接角内板零工艺设无防错升降台焊钳干四、要因确认:1、电极头过大操作工侧围 4 工序焊接 C 柱的焊钳所用的电极头是直径为 16 毫