不锈钢壳体焊接工艺-ZY-07-019-2015编制:审核:批准:有限公司二〇一五年六月1、适用范围本守则适用于不锈钢壳体框架结构的组装(焊接)作业
2、设备及工具电焊机及焊条和护具、前后柜焊接夹具、底座夹板定位拼版、胎具、铰链、焊接夹具、角钢焊接卡板、锤子、扳手、角尺、水平器等
3、工艺内容3
1 焊接前准备工作3
1 看明图纸和技术要求、核对来料无误后方可加工
2 准备好工具、防护用具、检查电焊机接地是否良好
3 对胎卡具进行检查、测量,确认无误后方可加工
4 电焊机的操作严格按《焊接通用工艺守则》执行
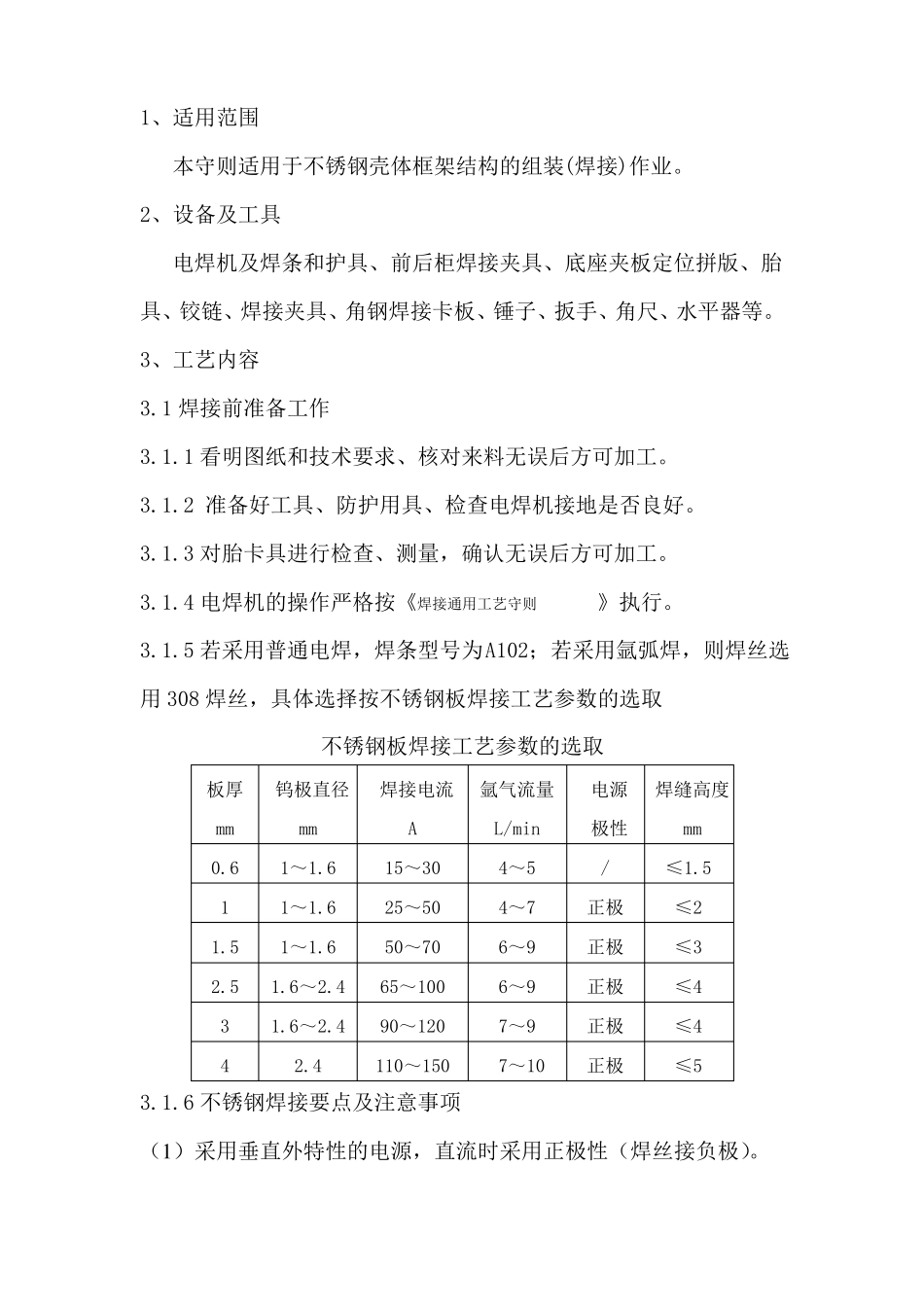
5 若采用普通电焊,焊条型号为A102;若采用氩弧焊,则焊丝选用 308 焊丝,具体选择按不锈钢板焊接工艺参数的选取不锈钢板焊接工艺参数的选取板厚mm0
534钨极直径mm1~1
4焊接电流氩气流量A15~3025~5050~7065~10090~120110~150L/min4~54~76~96~97~9 7~10电源焊缝高度极性/正极正极正极正极正极mm≤1
5≤2≤3≤4≤4≤53
6 不锈钢焊接要点及注意事项(1)采用垂直外特性的电源,直流时采用正极性(焊丝接负极)
(2)一般适合于 6mm 以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点
(3)保护气体为氩气,纯度为 99
(4)钨极从气体喷嘴突出的长度,以 4~5mm 为佳,,在角焊等遮蔽性差的地方是 2~3mm,在开槽深的地方是 5~6mm,喷嘴至工作的距离一般不超过 15mm
(5)为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净
(6)焊接电弧长度,焊接普通钢时,以2~4mm 为佳,而焊接不锈钢时,以 1~3mm 为佳,过长则保护效果不好
(7)对接打底时,为防止底层焊道的