第2章数控编程中的工艺分析五、综合题2、根据图2
3所示零件的技术要求,分别填写零件的数控加工工艺卡片
图2.2零件的工艺卡图2.2典型车削零件工序号工步号工步内容刀具规格装夹方式备注1123456车端面、车外圆钻中心孔钻底孔扩孔精车外圆镗孔95°粗车刀φ4φ18φ2495°精车刀三爪卡盘手动手动手动2123456车端面钻中心孔外轮廓粗加工外轮廓精加工切退刀槽加工螺纹95°粗车刀φ495°粗车刀95°精车刀B=4M24外螺纹车刀三爪卡盘手动图2.3典型铣削零件图2.3零件的工艺卡工序号工步号工步内容刀具规格装夹方式备注1
粗铣内外型腔6
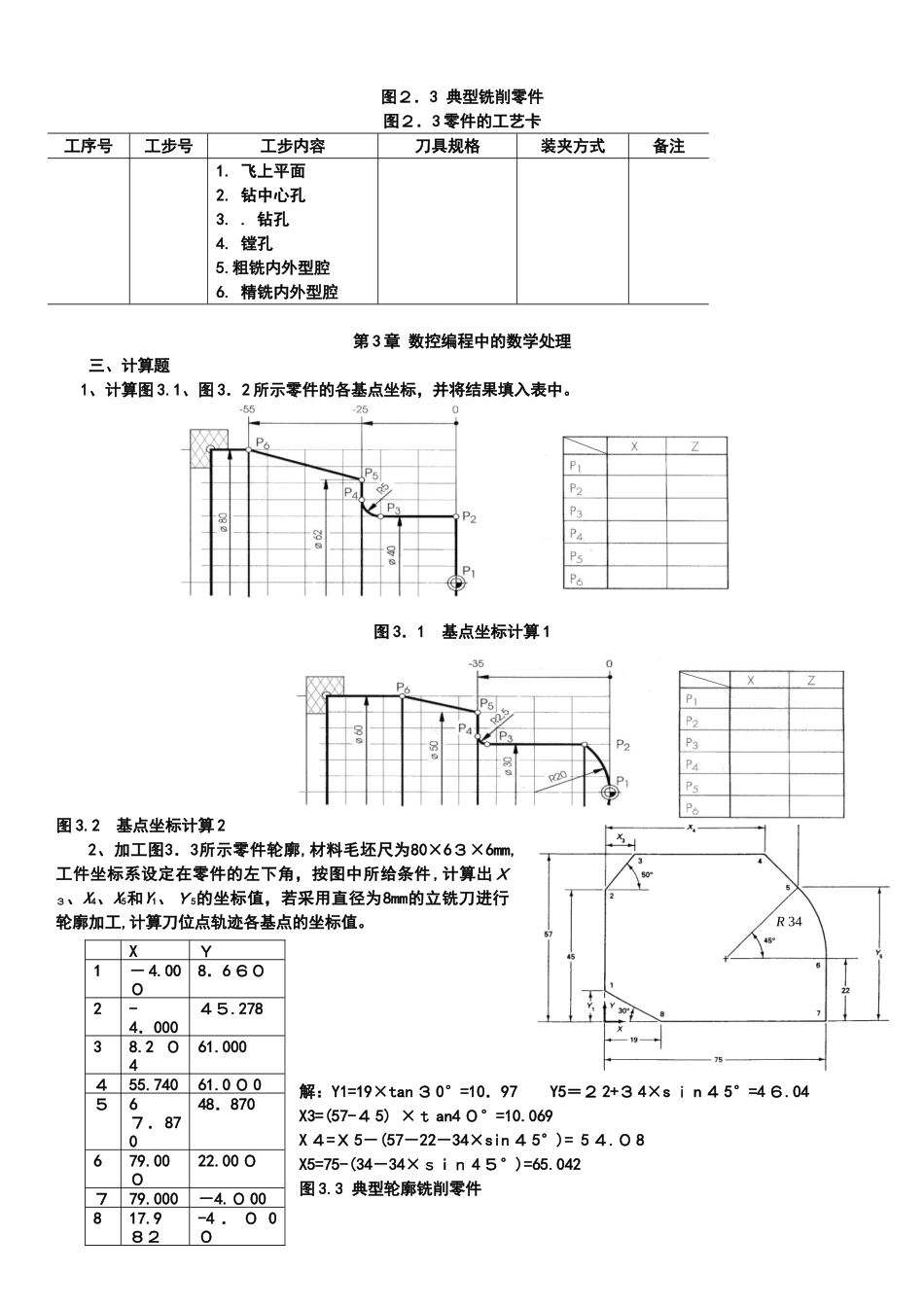
精铣内外型腔第3章数控编程中的数学处理三、计算题1、计算图3
1、图3.2所示零件的各基点坐标,并将结果填入表中
图3.1基点坐标计算1图3
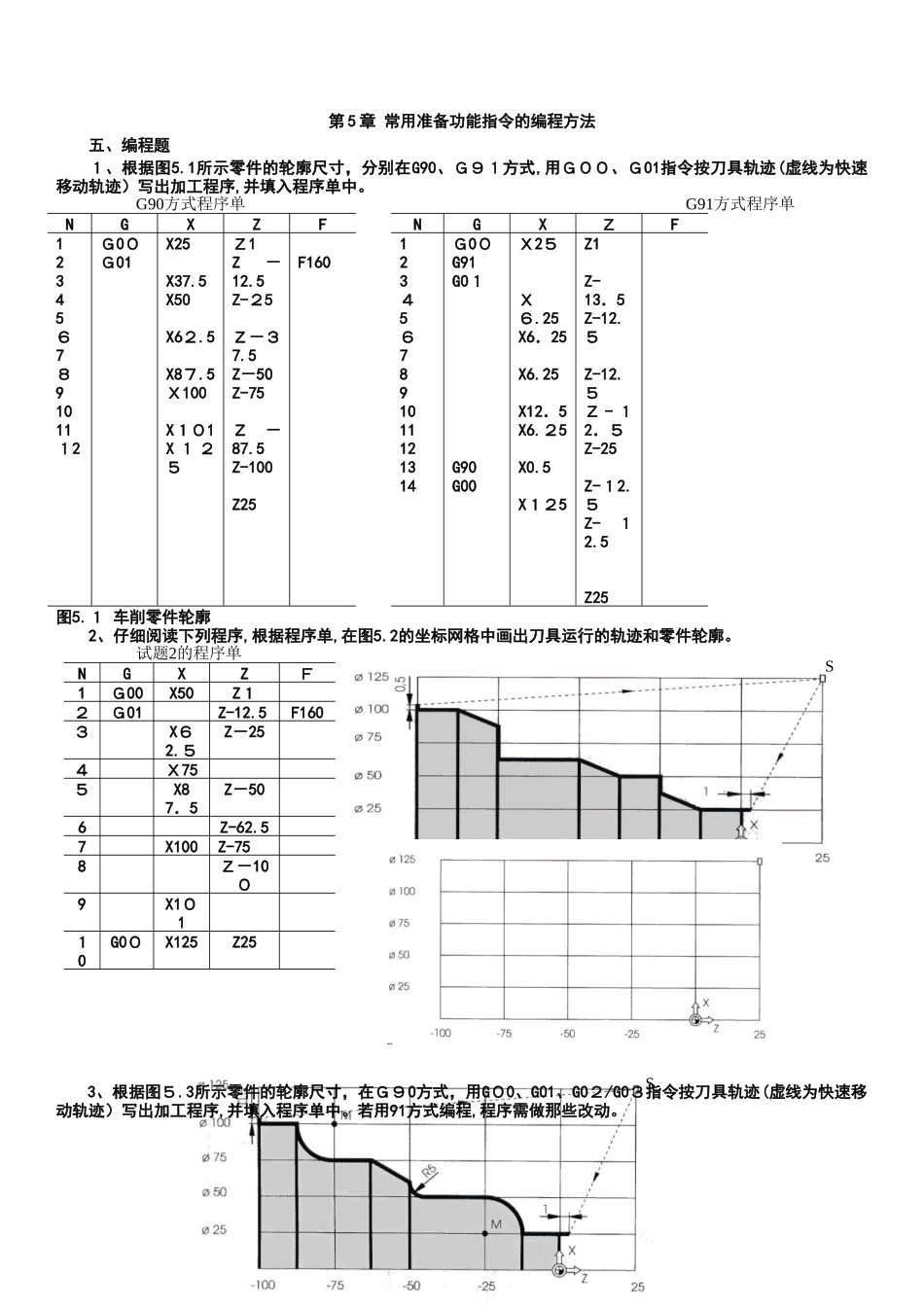
2基点坐标计算22、加工图3.3所示零件轮廓,材料毛坯尺为80×63×6mm,工件坐标系设定在零件的左下角,按图中所给条件,计算出X3、X4、X5和Y1、Y5的坐标值,若采用直径为8mm的立铣刀进行轮廓加工,计算刀位点轨迹各基点的坐标值
解:Y1=19×tan30°=10.97Y5=22+34×sin45°=46
04X3=(57-45)×tan40°=10
069X4=X5-(57-22-34×sin45°)=54
08X5=75-(34-34×sin45°)=65
3典型轮廓铣削零件XY1-4
0008.6602-4.00045
000455
000567.87048.870679
000779
000817
982-4.000R34SS第5章常用准备功能指令的编程方法五、编程题1、根据图5
1所示零件的轮廓尺寸,分别在G90、G91方式,用G00、G01指令按刀具轨迹(虚线