材料成型课程设计 热连轧板带钢工艺与规程设计 目录 1
题目及要求 2
工艺流程图 3
轧制规程设计 3
1 轧制方法 3
2 安排轧制规程 3
3 校核咬入能力 3
4 确定速度制度 3
5 确定轧制延续时间 3
6 轧制温度的确定 3
7 计算各道的变形程度 3
8 计算各道的平均变形速度 3
9 计算各道的平均单位压力P 及轧制力P 和各道轧制力矩 4
电机与轧辊强度校核 4
1 轧辊校核 4
2 电机校核 5
车间平面布置图 指导老师: 丽颖 晶晶 学号: 1004040114 班级: 材料101 姓名: 小七 (1 ) 题目及要求 1 ) 设计题目 已知原料规格为300×2500×12000mm,钢种为Q345,产品规格为20×3000mm
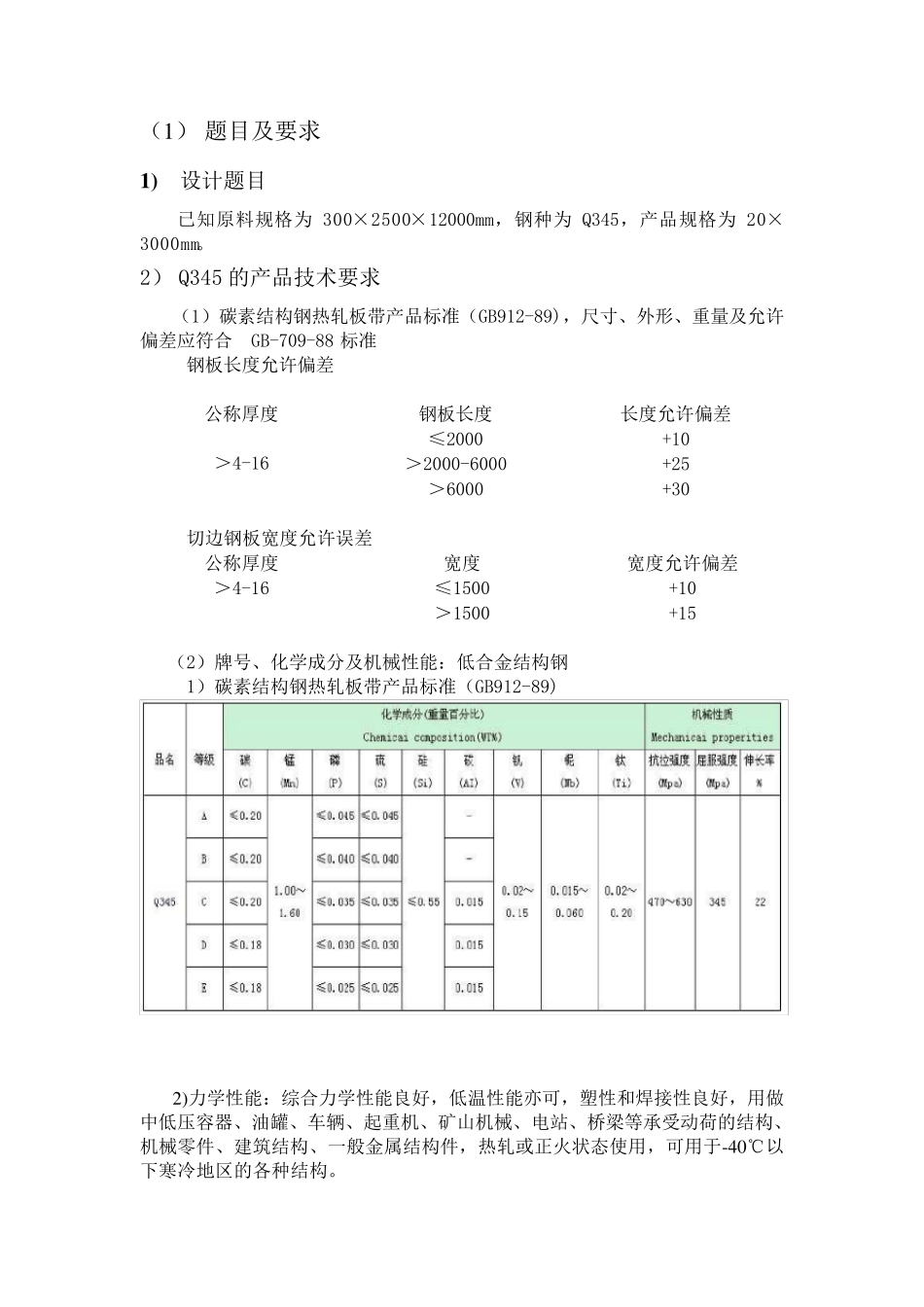
2) Q345 的产品技术要求 (1)碳素结构钢热轧板带产品标准(GB912-89),尺寸、外形、重量及允许偏差应符合 GB-709-88 标准 钢板长度允许偏差 公称厚度 钢板长度 长度允许偏差 >4-16 ≤2000 +10 >2000-6000 +25 >6000 +30 切边钢板宽度允许误差 公称厚度 宽度 宽度允许偏差 >4-16 ≤1500 +10 >1500 +15 (2)牌号、化学成分及机械性能:低合金结构钢 1)碳素结构钢热轧板带产品标准(GB912-89) 2 )力学性能:综合力学性能良好,低温性能亦可,塑性和焊接性良好,用做中低压容器、油罐、车辆、起重机、矿山机械、电站、桥梁等承受动荷的结构、机械零件、建筑结构、一般金属结构件,热轧或正火状态使用,可用于-4 0 ℃以下寒冷地区的各种结构
3 )表面质量:表面要缺陷少,需要平整,光洁度要好
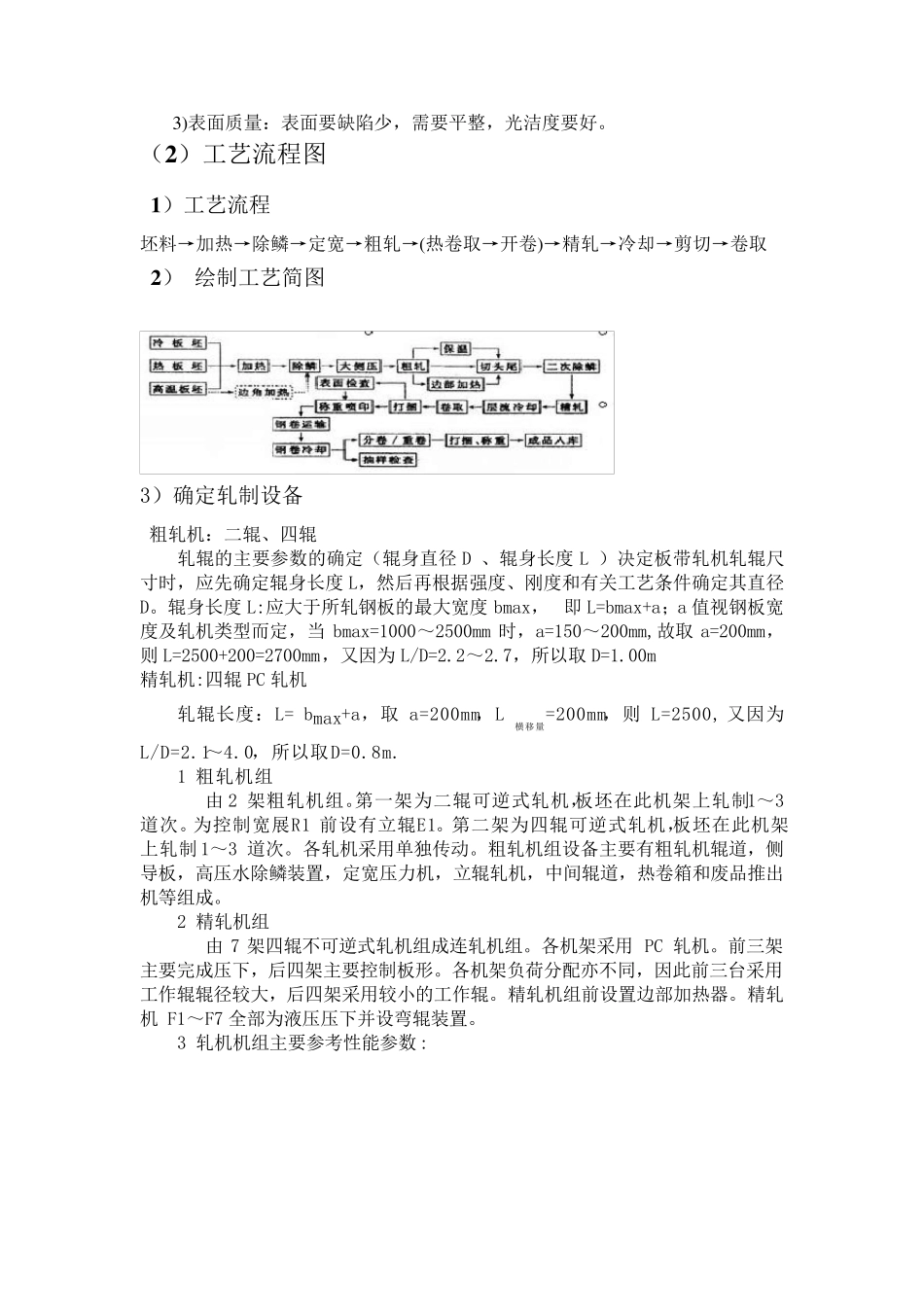
(2 )工艺流程图 1 )工艺流程 坯料→加热→除鳞→定宽→粗轧→(热卷取→开卷)→精轧→冷却→剪切→卷取 2 ) 绘制工艺简图 3)确定轧制设备 粗轧机