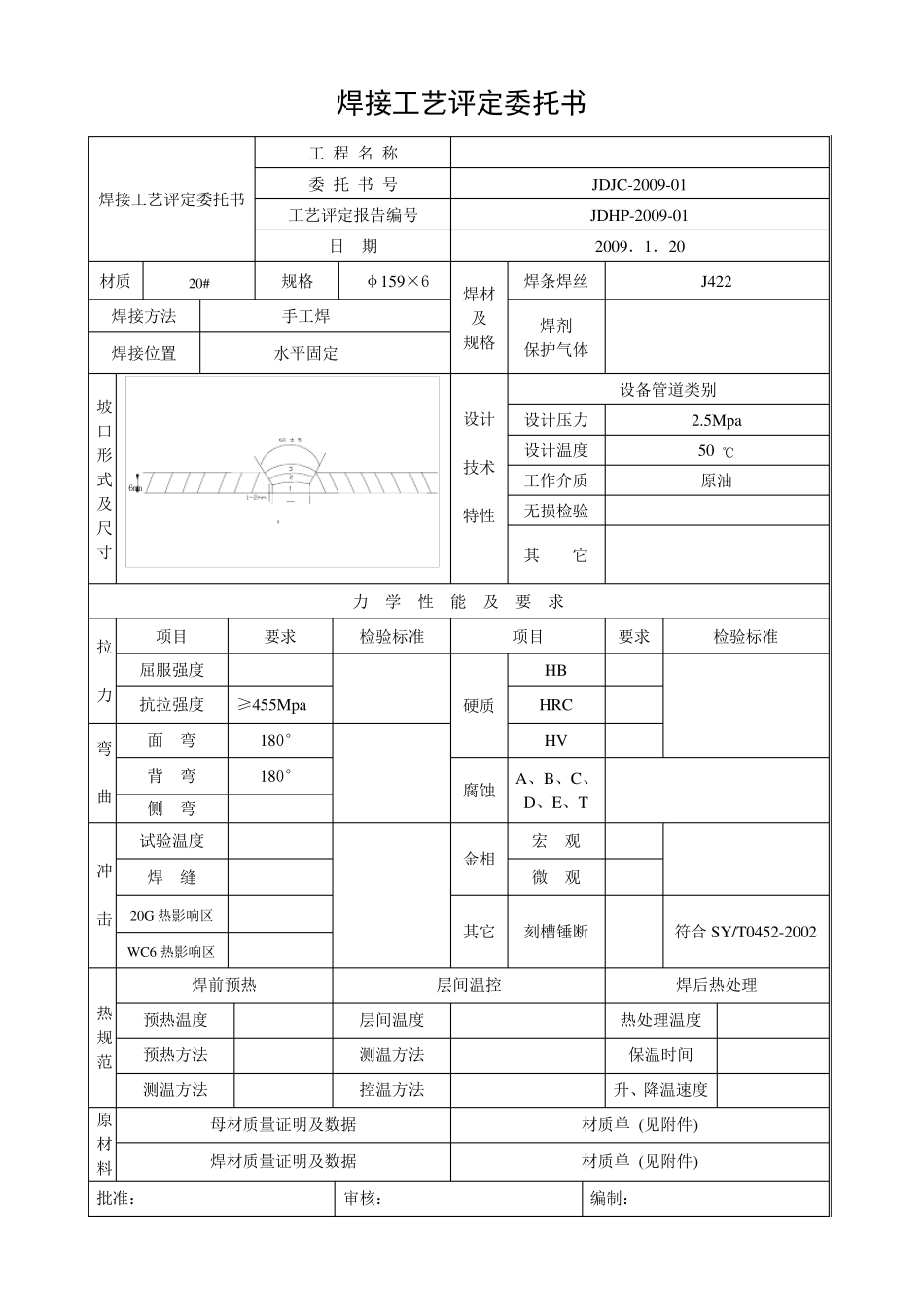
焊接工艺评定资料 编 号: JDHP -2009-01 单 位: 焊接工艺评定委托书 焊接工艺评定委托书 工 程 名 称 委 托 书 号 JDJC-2009-01 工艺评定报告编号 JDHP-2009-01 日 期 2009.1.20 材质 20# 规格 φ159×6 焊材 及 规格 焊条焊丝 J422 焊接方法 手工焊 焊剂 保护气体 焊接位置 水平固定 坡口形式及尺寸 设计 技术 特性 设备管道类别 设计压力 2
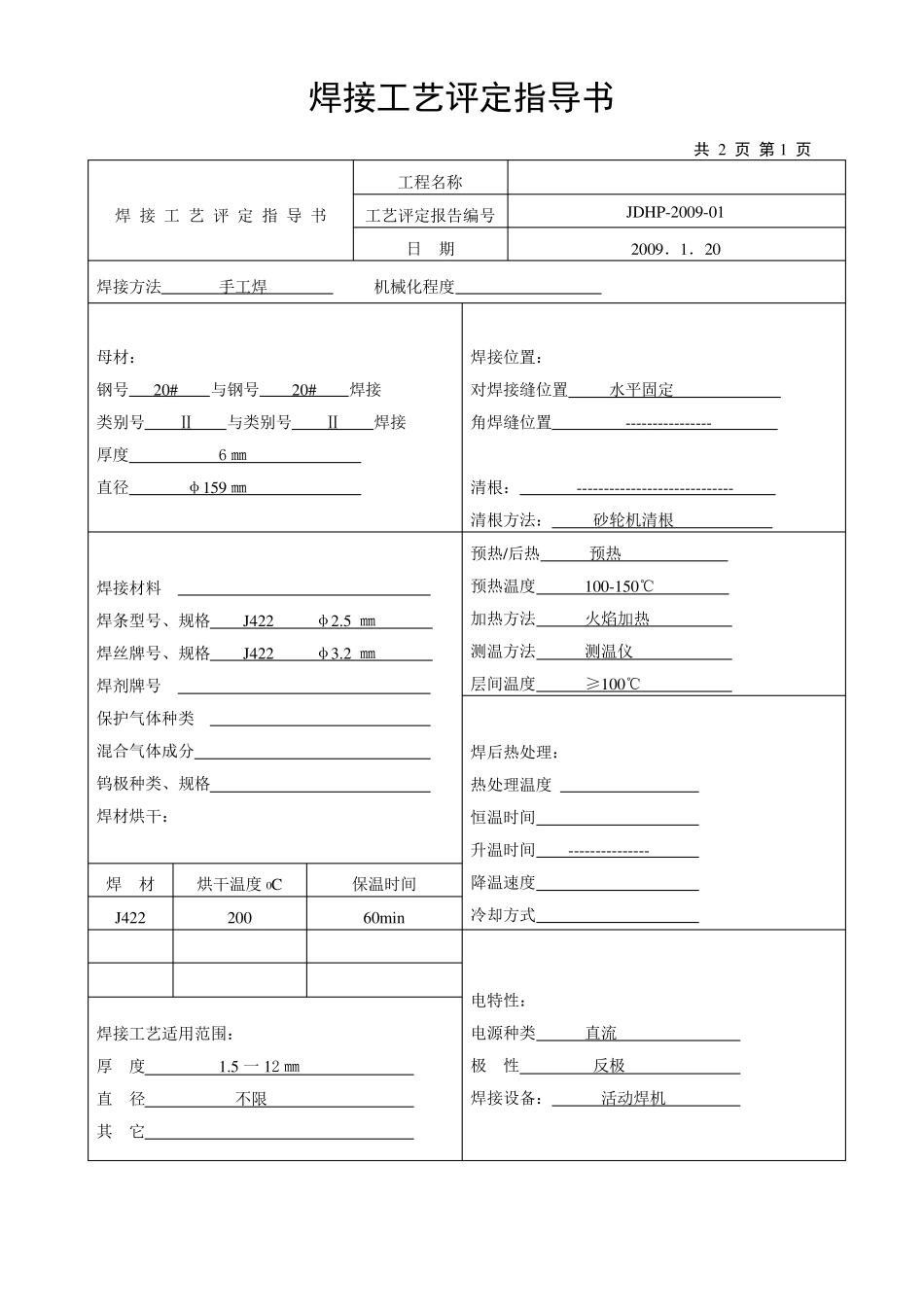
5Mpa 设计温度 50 ℃ 工作介质 原油 无损检验 其 它 力 学 性 能 及 要 求 拉 力 项目 要求 检验标准 项目 要求 检验标准 屈服强度 硬质 HB 抗拉强度 ≥455Mpa HRC 弯 曲 面 弯 180° HV 背 弯 180° 腐蚀 A、B、C、 D、E、T 侧 弯 冲 击 试验温度 金相 宏 观 焊 缝 微 观 20G 热影响区 其它 刻槽锤断 符合 SY/T0452-2002 WC6 热影响区 热规范 焊前预热 层间温控 焊后热处理 预热温度 层间温度 热处理温度 预热方法 测温方法 保温时间 测温方法 控温方法 升、降温速度 原材料 母材质量证明及数据 材质单 (见附件) 焊材质量证明及数据 材质单 (见附件) 批准: 审核: 编制: 6mm 0 焊接工艺评定指导书 共 2 页 第 1 页 焊 接 工 艺 评 定 指 导 书 工程名称 工艺评定报告编号 JDHP-2009-01 日 期 2009.1.20 焊接方法 手工焊 机械化程度 母材: 钢号 20# 与钢号 20# 焊接 类别号 Ⅱ 与类别号 Ⅱ 焊接 厚度 6 ㎜ 直径 φ159 ㎜ 焊接位置: 对焊接缝位置 水平固定 角焊缝位置 ---------------- 清根: ----------------------------- 清根方法: 砂轮机清根 焊接材料 焊条型号