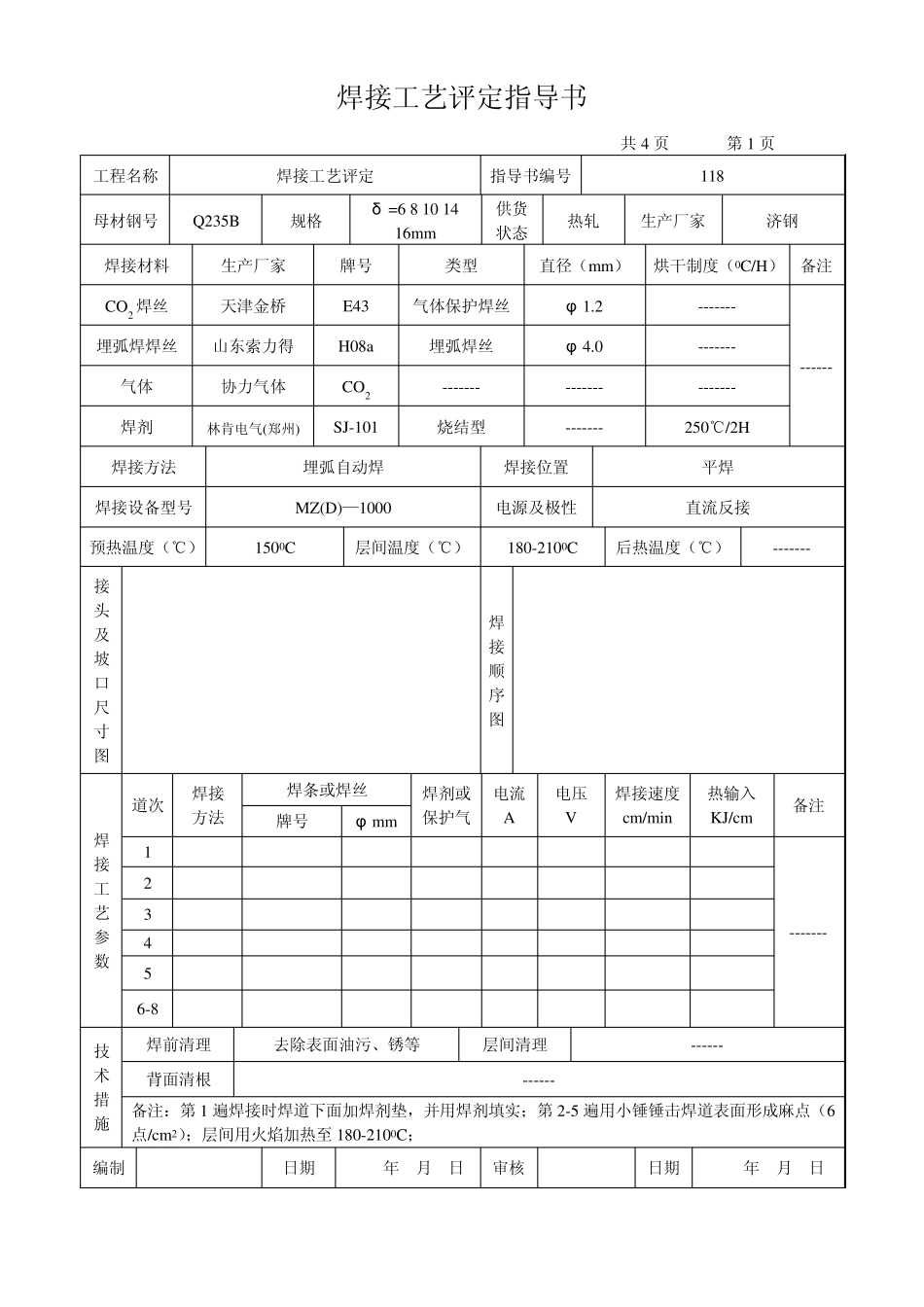
焊接工艺评定报告 评定单位:济宁市远东网架有限责任公司 评定日期: 年 月 日 焊接工艺评定指导书 共4 页 第1 页 工程名称 焊接工艺评定 指导书编号 118 母材钢号 Q235B 规格 δ =6 8 10 14 16mm 供货状态 热轧 生产厂家 济钢 焊接材料 生产厂家 牌号 类型 直径(mm) 烘干制度(0C/H) 备注 CO2 焊丝 天津金桥 E43 气体保护焊丝 φ 1
2 ------- ------ 埋弧焊焊丝 山东索力得 H08a 埋弧焊丝 φ 4
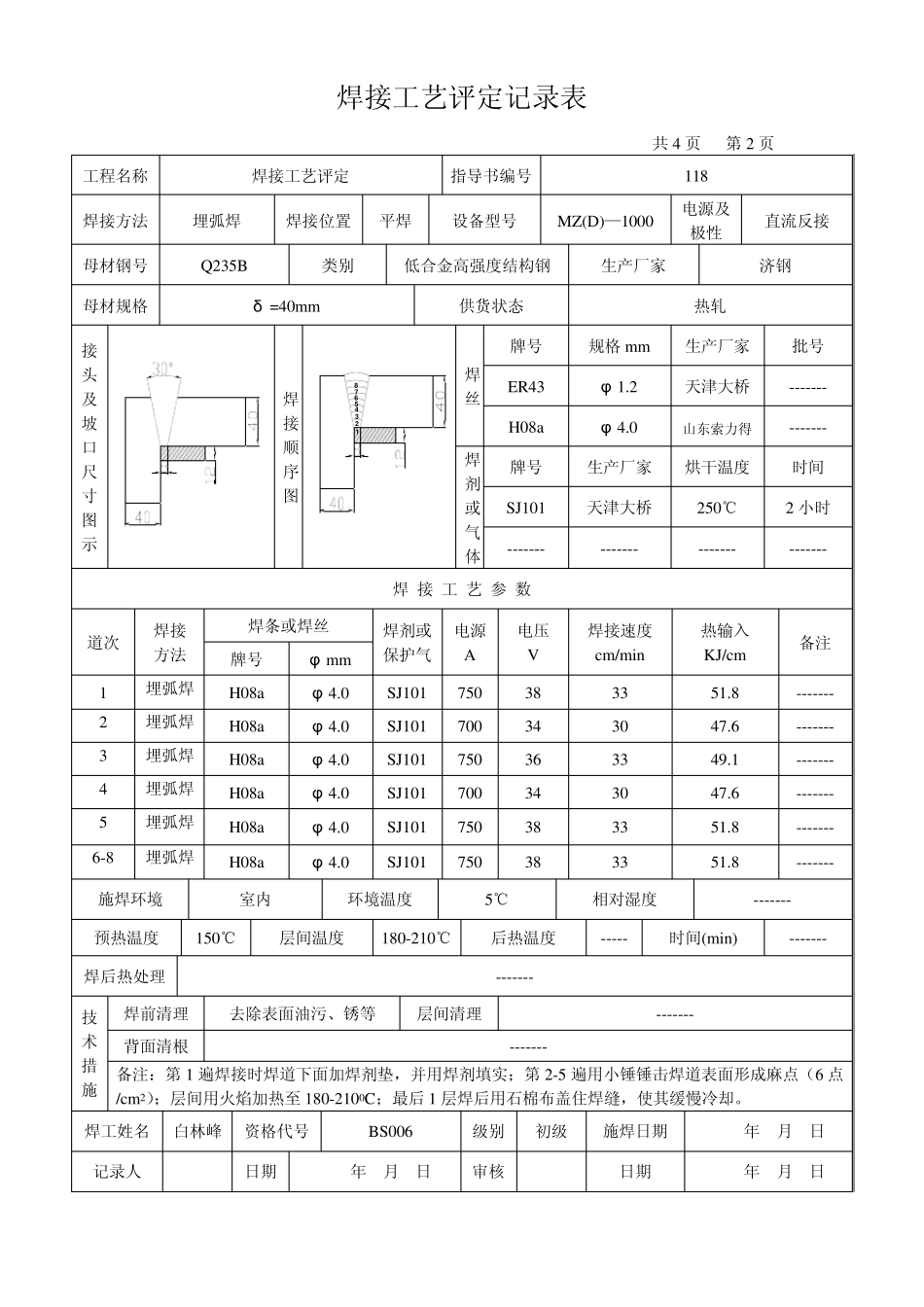
0 ------- 气体 协力气体 CO2 ------- ------- ------- 焊剂 林肯电气(郑州) SJ-101 烧结型 ------- 250℃/2H 焊接方法 埋弧自动焊 焊接位置 平焊 焊接设备型号 MZ(D)—1000 电源及极性 直流反接 预热温度(℃) 1500C 层间温度(℃) 180-2100C 后热温度(℃) ------- 接头及坡口尺寸图 焊接顺序图 焊接工艺参数 道次 焊接 方法 焊条或焊丝 焊剂或保护气 电流 A 电压 V 焊接速度cm/min 热输入KJ/cm 备注 牌号 φ mm 1 ------- 2 3 4 5 6-8 技术措施 焊前清理 去除表面油污、锈等 层间清理 ------ 背面清根 ------ 备注:第1 遍焊接时焊道下面加焊剂垫,并用焊剂填实;第2-5 遍用小锤锤击焊道表面形成麻点(6点/cm2);层间用火焰加热至 180-2100C; 编制 日期 年 月 日 审核 日期 年 月 日 焊接工艺评定记录表 共4 页 第2 页 工程名称 焊接工艺评定 指导书编号 118 焊接方法 埋弧焊 焊接位置 平焊 设备型号 MZ(D)—1000 电源及极性 直流反接 母材钢号 Q235B 类别 低合金高强度结构钢 生产厂家 济钢 母材规格 δ =40mm 供货