焊接工艺评定报告 报 告 编 号: P-GTAW /SMAW -12 焊 接 方 法: 手工氩弧焊+焊条电弧焊 母材牌号及规格: 20#(D76*4+D57*3
5) 焊材牌号及规格: 焊条E4303(J422 Φ3
2) 焊丝 TIG-J50(ER50-6 Φ2
5 ) 焊后热处理规范: 不焊后热处理 适 用 范 围: 壁厚:S=1
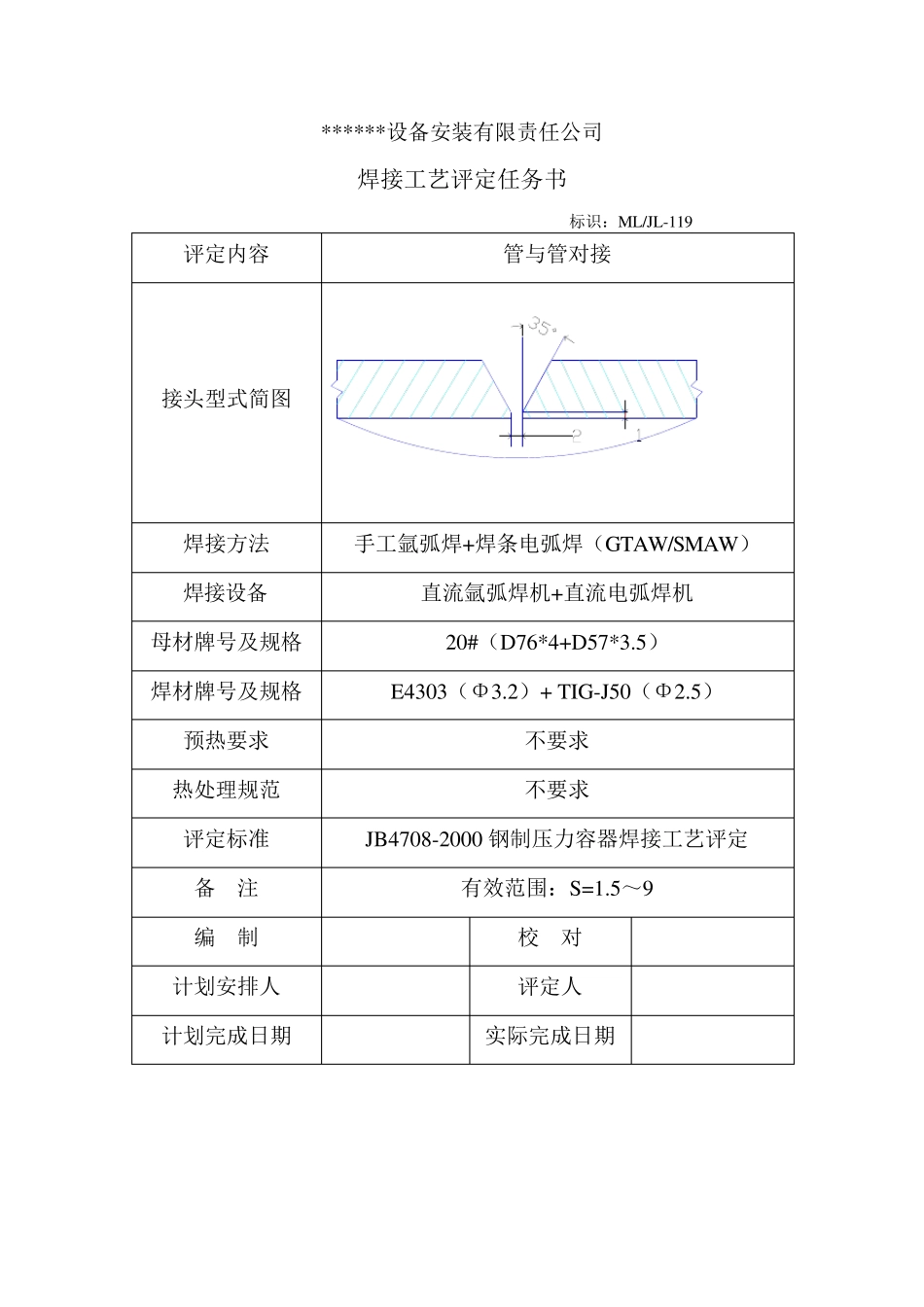
5~9 评 定 标 准: JB4708-2000 ******设备安装有限责任公司 二 O 一 O 年十月 ******设备安装有限责任公司 焊接工艺评定任务书 标识:ML/JL-119 评定内容 管与管对接 接头型式简图 焊接方法 手工氩弧焊+焊条电弧焊(GTAW /SMAW ) 焊接设备 直流氩弧焊机+直流电弧焊机 母材牌号及规格 20#(D76*4+D57*3
5) 焊材牌号及规格 E4303(Φ3
2)+ TIG-J50(Φ2
5) 预热要求 不要求 热处理规范 不要求 评定标准 JB4708-2000 钢制压力容器焊接工艺评定 备 注 有效范围:S=1
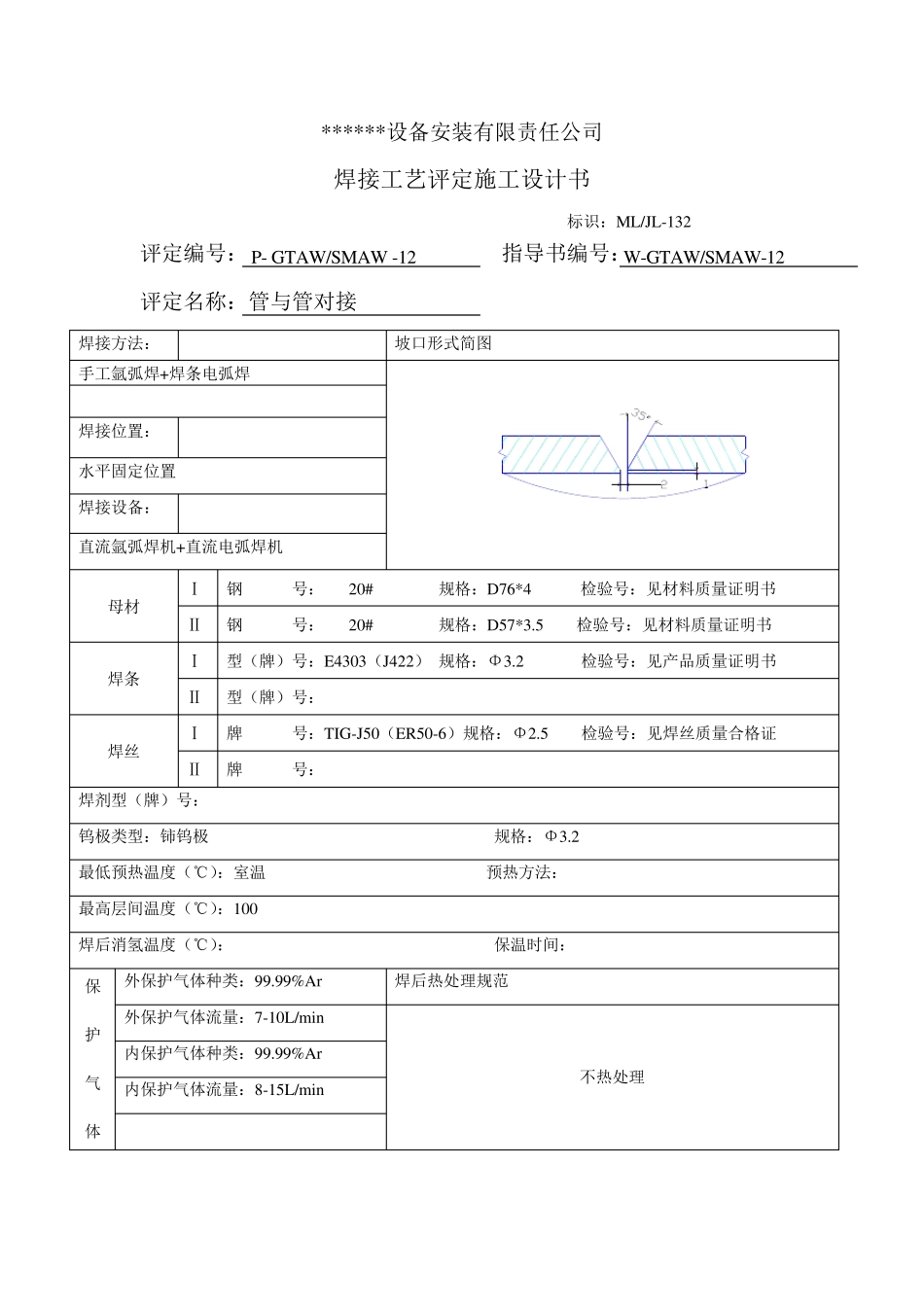
5~9 编 制 校 对 计划安排人 评定人 计划完成日期 实际完成日期 ******设备安装有限责任公司 焊接工艺评定施工设计书 标识:ML/JL-132 评定编号: P- GTAW/SMAW -12 指导书编号:W-GTAW/SMAW-12 评定名称:管与管对接 焊接方法: 坡口形式简图 手工氩弧焊+焊条电弧焊 焊接位置: 水平固定位置 焊接设备: 直流氩弧焊机+直流电弧焊机 母材 Ⅰ 钢 号: 20# 规格:D76*4 检验号:见材料质量证明书 Ⅱ 钢 号: 20# 规格:D57*3
5 检验号:见材料质量证明书 焊条 Ⅰ 型(牌)号:E4303(J422) 规格:Φ3
2 检验号:见产品质量证明书 Ⅱ 型(牌)号: 焊丝 Ⅰ 牌 号:TIG-J50(ER50-6)规格:Φ2