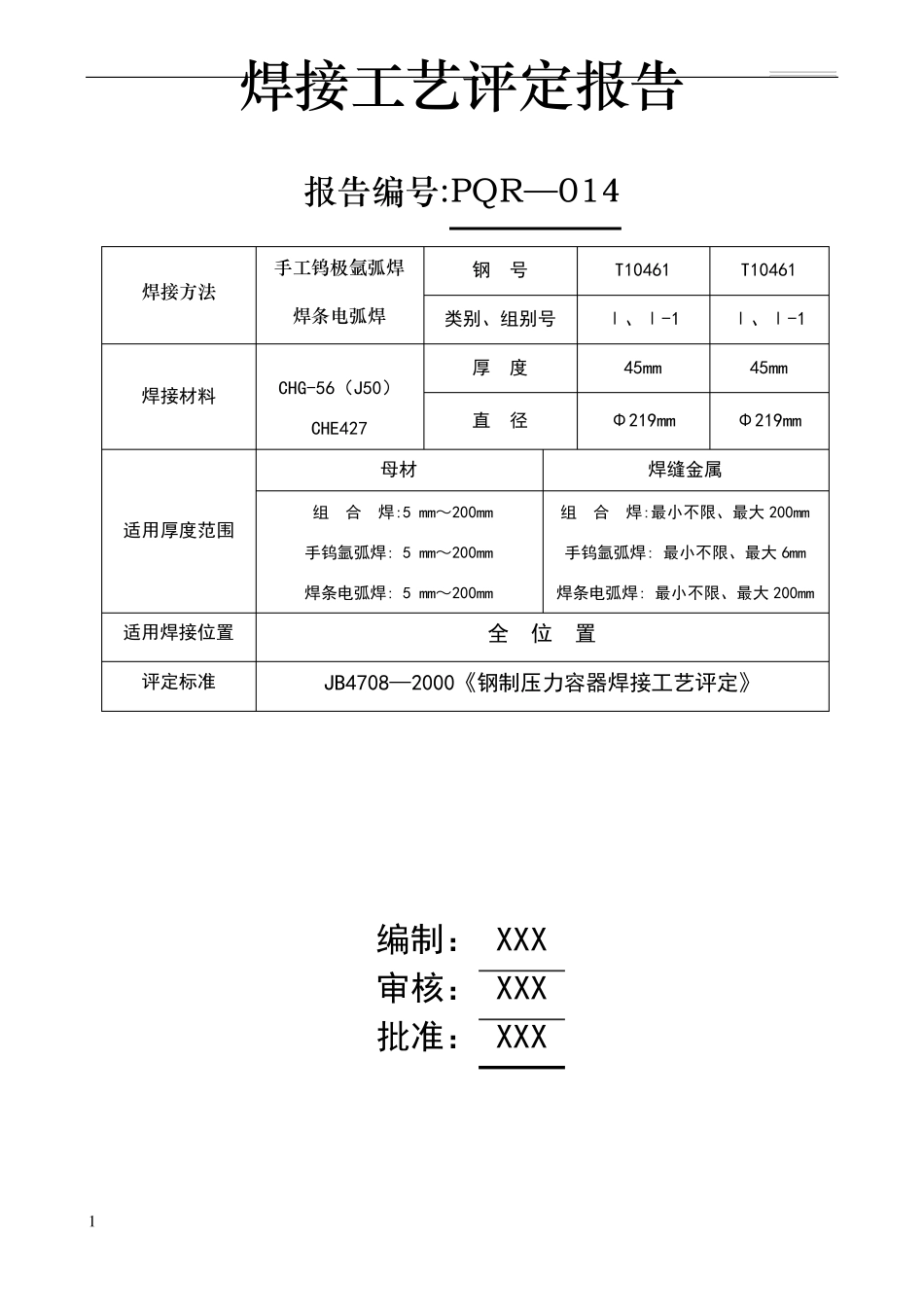
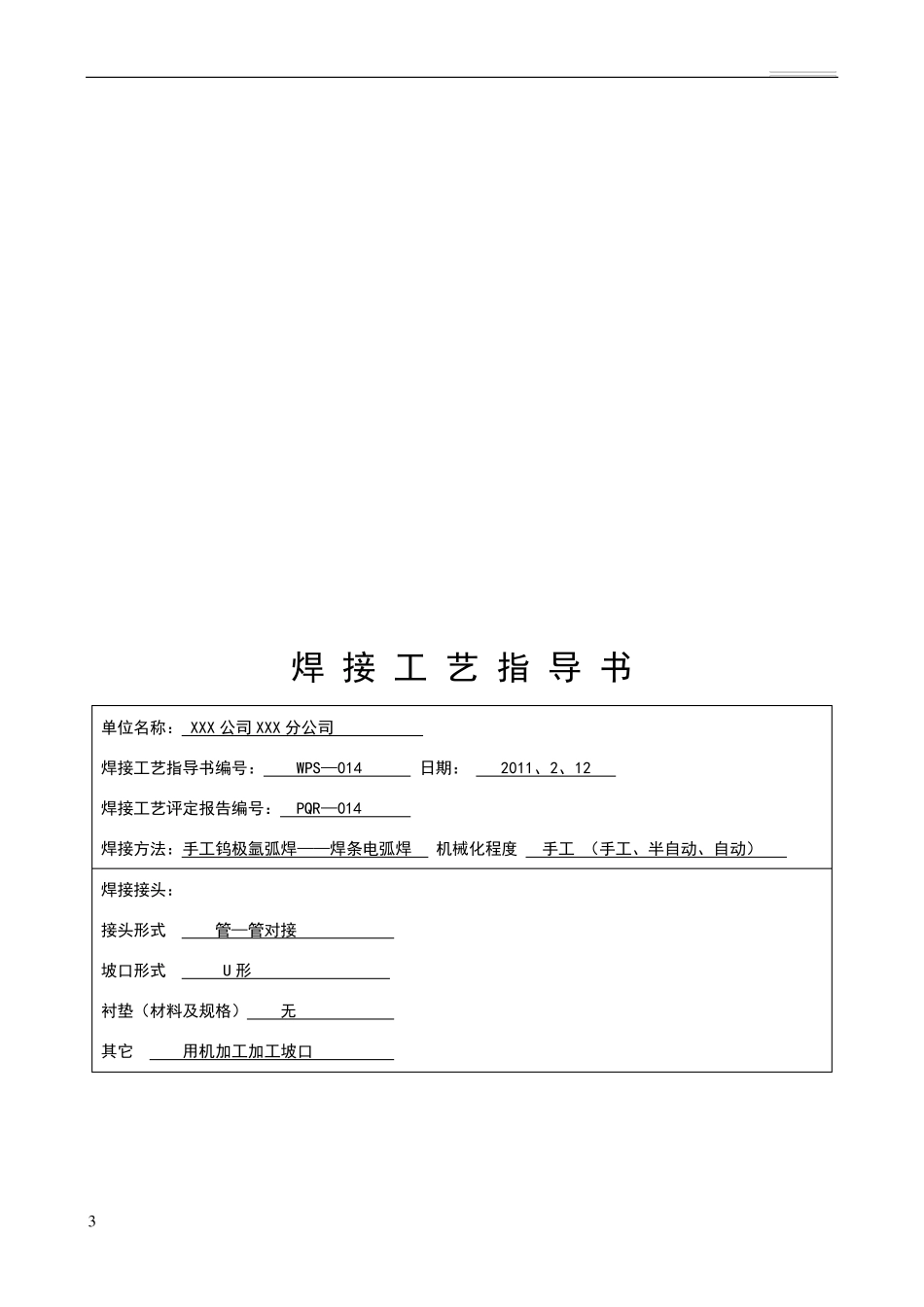
1 焊 接 工 艺 评 定 报 告 报 告 编 号 :PQR— 014 焊 接 方 法 手 工 钨 极 氩 弧 焊 焊 条 电 弧 焊 钢 号 T10461 T10461 类别、组别号 Ⅰ、Ⅰ-1 Ⅰ、Ⅰ-1 焊接材料 CHG-56(J50) CHE427 厚 度 45mm 45mm 直 径 Φ219mm Φ219mm 适用厚度范围 母材 焊缝金属 组 合 焊:5 mm~200mm 手钨氩弧焊: 5 mm~200mm 焊条电弧焊: 5 mm~200mm 组 合 焊:最小不限、最大 200mm 手钨氩弧焊: 最小不限、最大 6mm 焊条电弧焊: 最小不限、最大 200mm 适用焊接位置 全 位 置 评定标准 JB4708—2000《钢制压力容器焊接工艺评定》 编制: XXX 审核: XXX 批准: XXX 2 XXX 公司XXX 分公司 目 录 目 次 页 次 1、焊接工艺指导书WPS—014……………………………1~2 2、焊接工艺评定报告 PQR—014…………………………3~5 3、焊接工艺评定施焊记录 ……………………………………6 4、焊缝外观质量检查报告 ……………………………………7 5、超声波探伤报告 ……………………………………………8 6、力学性能检验报告 …………………………………………9 7、钢材质量证明书 ………………………………………10~16 8、焊条质量证明书 ………………………………………17~20 9、焊丝质量证明书 ……………………………………………21 3 焊 接 工 艺 指 导 书 单位名称: XXX 公司XXX 分公司 焊接工艺指导书编号: WPS—014 日期: 2011、2、12 焊接工艺评定报告编号: PQR—014 焊接方法:手工钨极氩弧焊——焊条电弧焊 机械化程度 手工 (手工、半自动、自动) 焊接接头: 接头形式 管—管