焊接工艺评定 焊接工艺评定编号: HP0101 预焊接工艺规程编号: WPS-HP0101 中石化工建设有限公司 焊接工艺评定存档目录 工艺评定编号: 序号 项目名称 编号 页数 1 预焊接工艺规程(pWPS) 2 材料质量证明书 3 焊接材料质量证明书 4 无损探伤报告 5 机械性能试验报告 6 化学分析试验报告 7 热处理报告 8 焊接工艺评定报告 9 以下空白 10 11 12 13 14 15 备 注 档案管理: 存档日期: 中石化工建设 有限公司 预焊接工艺规程(pWPS) 表号/装订号 共 页 第 页 单位名称 天津海盛石化建筑安装工程有限公司 预焊接工艺规程编号WPS-HP0101 日期 2014
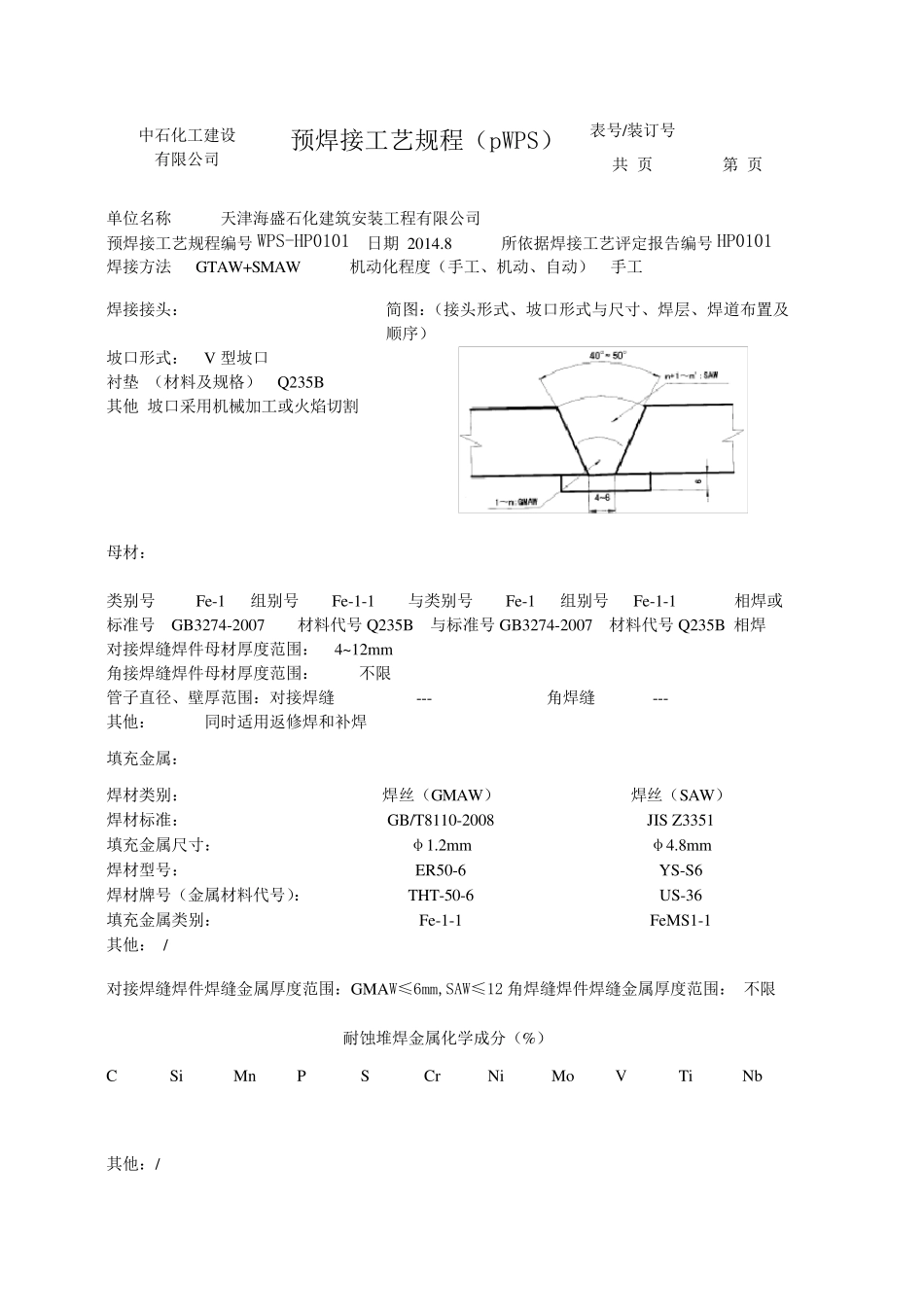
8 所依据焊接工艺评定报告编号HP0101 焊接方法 GTAW+SMAW 机动化程度(手工、机动、自动) 手工 焊接接头: 坡口形式: V 型坡口 衬垫 (材料及规格) Q235B 其他 坡口采用机械加工或火焰切割 简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 母材: 类别号 Fe-1 组别号 Fe-1-1 与类别号 Fe-1 组别号 Fe-1-1 相焊或 标准号 GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊 对接焊缝焊件母材厚度范围: 4~ 12mm 角接焊缝焊件母材厚度范围: 不限 管子直径、壁厚范围:对接焊缝 --- 角焊缝 --- 其他: 同时适用返修焊和补焊 填充金属: 焊材类别: 焊丝(GMAW) 焊丝(SAW) 焊材标准: GB/T8110-2008 JIS Z3351 填充金属尺寸: φ1
2mm φ4
8mm 焊材型号: ER50-6 YS-S6 焊材牌号(金属材料代号): THT-50-6 US-36 填充金属类别: Fe-1-1 FeMS1-1 其他: / 对接焊缝焊件焊缝金属