焊接工艺评定方法 Q460 焊接性试验(可以算成是焊接工艺评定),根据化学成分,计算碳当量及冷裂敏感指数等,确定预热温度
制作焊接试样,在拘束条件下预热和不预热实焊焊接接头,观察是否有裂纹等,然后进行金相试验
建议你查看国标 JB/T 6963 钢制件熔化焊工艺评定
另外,你的预热不是每种板厚都要用的,薄板焊接不必预热
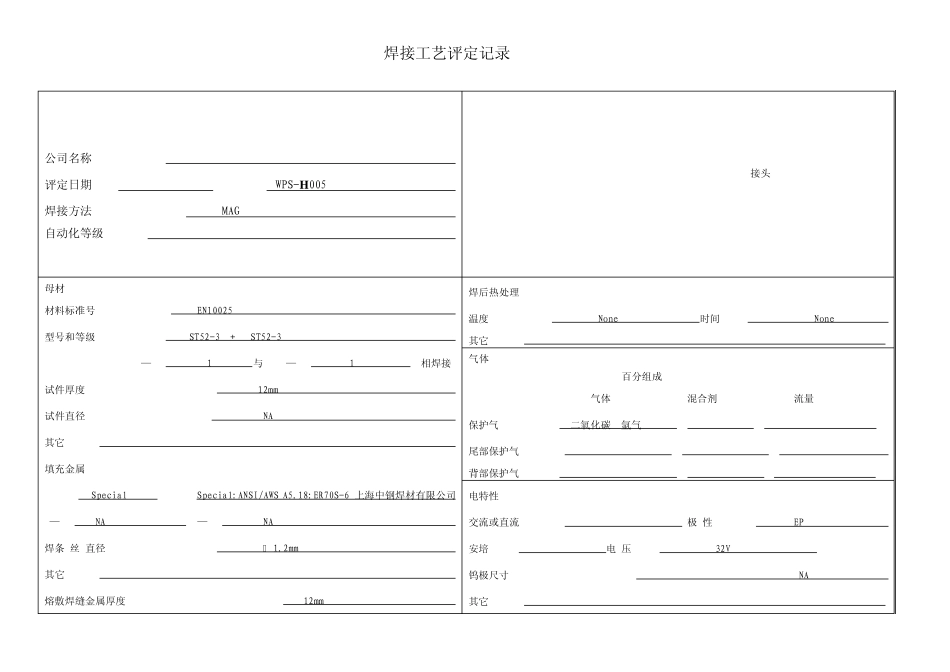
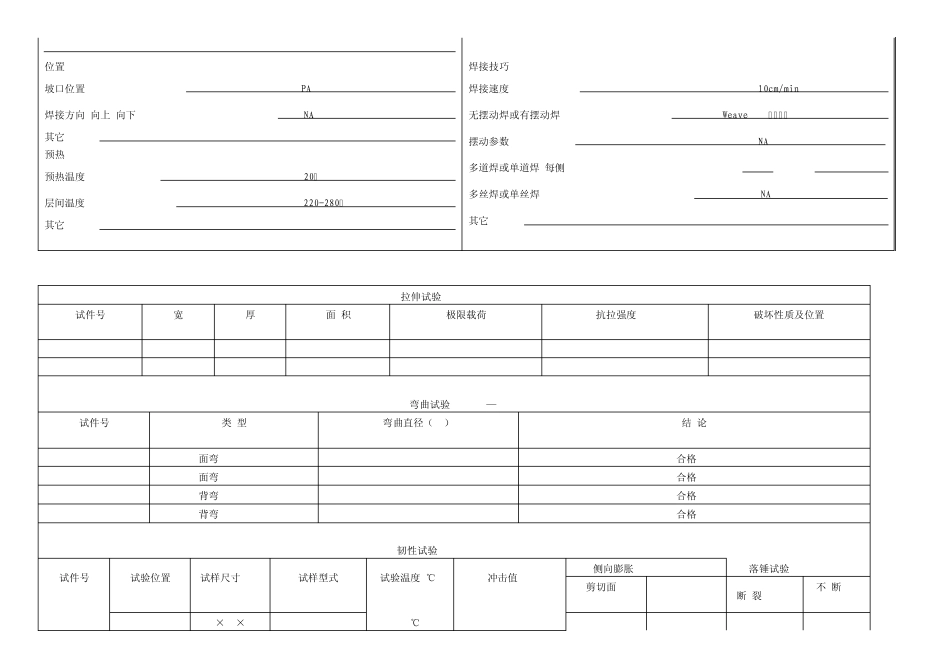
一般焊接工艺评定包括四个方面: 1 焊接工艺评定计划 2 焊接工艺评定记录 3 焊接工艺评定报告 4焊接工艺评定规程 焊接工艺评定记录 (PQR) QR No: PQR-07 PAGE 1 OF 2 DATE 2003
10 公司名称Company Name 评定日期Date WPS No
WPS-H 005 焊接方法 Welding Process MAG 自动化等级Type(s) Semi-Auto 接头JOINTS Groove Design of Test Coupon 母材 BASE METALS 材料标准号 Material Spec
EN10025 型号和等级 Type or Grade ST52-3 + ST52-3 P—NO
1 与 to P—NO
1 相焊接 试件厚度 Thickness of Test Coupon 12mm 试件直径 Diameter of Test Coupon NA 其它 Other 填充金属 FILLER METALS SFA NO
Special AWS NO
Special:ANSI/AWS A5
18:ER70S-6 上海中钢焊材有限公司 F—NO
NA A—NO
NA 焊条(丝)直径 Size of Filler Metal φ 1
2mm 其它 Other 熔敷焊缝金属厚度 Deposited Weld Metal Thickness 12mm 焊后热处理 POST-WELD