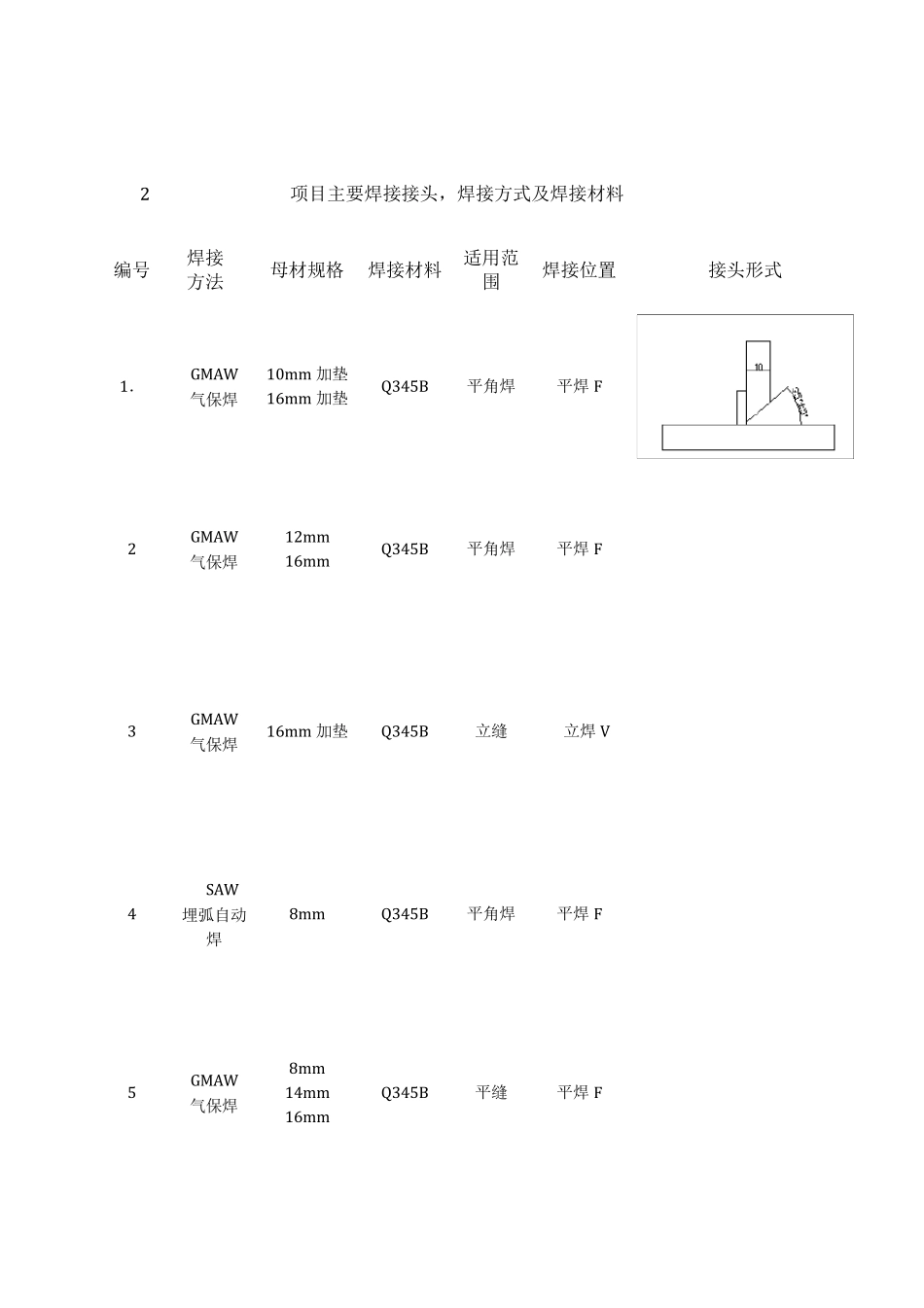
焊接工艺评定方案 1. 引用标准 2. 项目主要焊接接头,焊接方式及焊接材料 3. 焊接工艺评定 4. 所属焊接工艺评定项目及覆盖范围 5. 焊缝试件外观质量和焊缝内部质量检验 6. 焊接工艺指导书 1. 引用标准: GB50661-2011 钢结构焊接规范 GB50205 钢结构工程施工及验收规范 GB/T5117 碳钢焊条 GB/T14957 熔化焊用钢丝 GB/T8110 气体保护电弧焊用碳钢、低合金钢钢丝 GB/T5293 埋弧焊用碳钢焊丝和焊剂 HG/T2537 焊接用二氧化碳 GB-2651 焊接接头拉伸试验方法 GB-2653 焊接接头弯曲及压扁试验方法 GB-2650 焊接接头冲击试验方法 2 项目主要焊接接头,焊接方式及焊接材料 编号 焊接方法 母材规格 焊接材料 适用范围 焊接位置 接头形式 1. GMAW 气保焊 10mm 加垫 16mm 加垫 Q345B 平角焊 平焊 F 2 GMAW 气保焊 12mm 16mm Q345B 平角焊 平焊 F 3 GMAW 气保焊 16mm 加垫 Q345B 立缝 立焊 V 4 SAW 埋弧自动焊 8mm Q345B 平角焊 平焊 F 5 GMAW 气保焊 8mm 14mm 16mm Q345B 平缝 平焊 F 2. 焊接工艺评定 a) 焊接接工艺评定应以可靠的钢材焊接性能为依据,并在生产制作之前完成
b) 焊接工艺评定一般过程是: i
拟定焊接工艺指导书 ii
施焊试件 iii
无损检测、制取试样、测定焊接接头是否具有所要求的使用性能 iv
提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定
c) 焊接工艺评定所用设备、仪表应处于正常工作状态
d) 焊接环境,当焊接环境出现下列情况时,必须采取有效防护措施,否则禁止施焊 i
风速:气体保护焊时大于 2m/s,其它焊接方法大于 8m/s ii