SY/QR-11-04 焊接工艺评定记录(PQR) (参见ASME 锅炉及压力容器规范第IX 卷,QW-200
2) 记录焊接试件的真实条件 公司名称 山西腾飞石油钻具有限公司 工艺评定记录编号 PQR-01 日期 2012
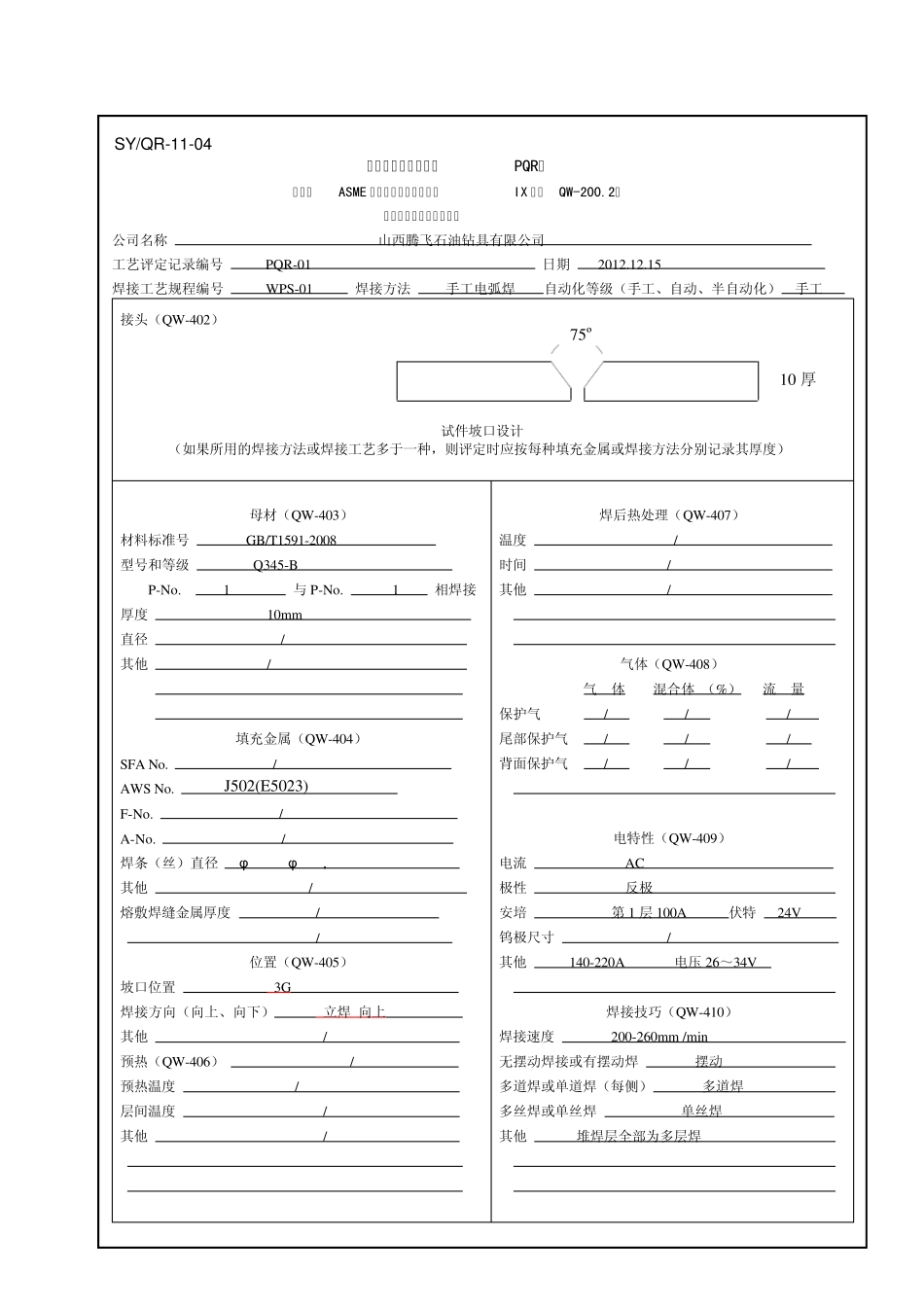
15 焊接工艺规程编号 WPS-01 焊接方法 手工电弧焊 自动化等级(手工、自动、半自动化) 手工 接头(QW-402) 试件坡口设计 (如果所用的焊接方法或焊接工艺多于一种,则评定时应按每种填充金属或焊接方法分别记录其厚度) 母材(QW-403) 材料标准号 GB/T1591-2008 型号和等级 Q345-B P-No
1 与 P-No
1 相焊接 厚度 10mm 直径 / 其他 / 填充金属(QW-404) SFA No
/ AWS No
J502(E5023) F-No
/ A- No
/ 焊条(丝)直径 φ 3
0, 其他 / 熔敷焊缝金属厚度 / / 位置(QW-405) 坡口位置 3G 焊接方向(向上、向下) 立焊 向上 其他 / 预热(QW-406) / 预热温度 / 层间温度 / 其他 / 焊后热处理(QW-407) 温度 / 时间 / 其他 / 气体(QW-408) 气 体 混合体 (%) 流 量 保护气 / / / 尾部保护气 / / / 背面保护气 / / / 电特性(QW-409) 电流 AC 极性 反极 安培 第 1 层 100A 伏特 24V 钨极尺寸 / 其他 140-220A 电压26~34V 焊接技巧(QW-410) 焊接速度 200-260mm /min 无摆动焊接或有摆动焊 摆动 多道焊或单道焊(每侧) 多道焊 多丝焊或单丝焊 单丝焊 其他 堆焊层全部为多层焊 75º 10 厚 QW -403 PQR No
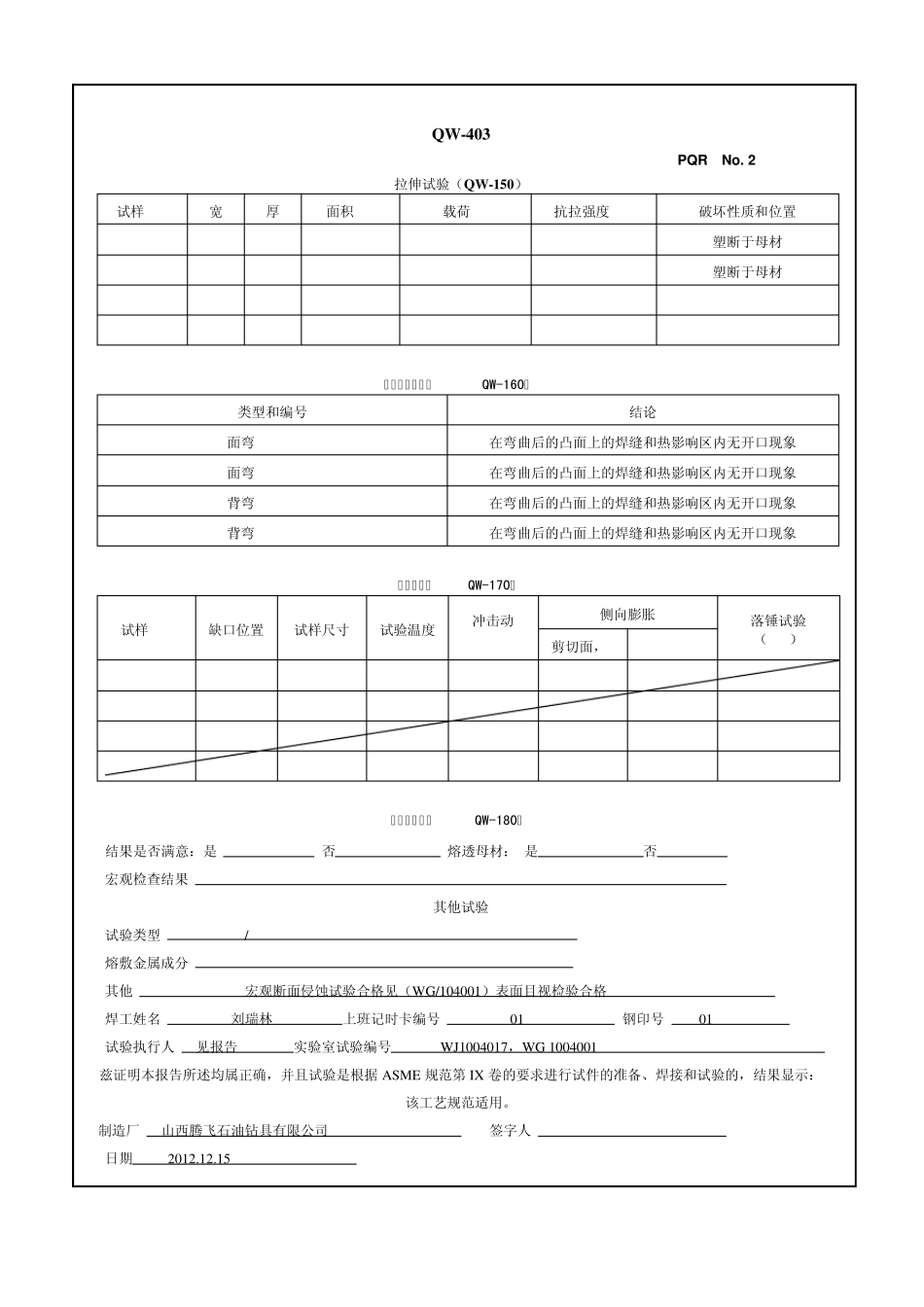
2 拉伸试验(QW -150) 试样 No
宽 厚 面积 mm2 载荷