焊接检验规范 Welding Inspection Procedure Rev
00 Page 1 1
1 适用范围 1
1 本标准使用于手工电弧焊(SMAW)、埋弧焊(SAW)、氩弧焊(GTAW)和气体保护焊(GMAW)方法完成的碳素结构钢和低合金结构钢焊接结构件的验收
2 有特殊要求的焊接结构件应在图纸和订货技术要求中注明
3 焊接结构件的验收按照图纸、工艺文件的规定
焊接检验 2
1 焊接前检验: 2
1 审查焊接工艺规程(WPS)和焊工资格 焊工资格评定是验证焊工在特定条件范围内、使用指定的材料、焊接某个焊接接头的技能
这些条件通常包括焊接方法,母材形状及类型、接头位置,焊接技术和焊接方向和位置
所以检验员需验证焊工、焊接操作工的资格能满足焊接生产中的焊接工艺的要求
2 检查焊接设备状态 验证焊接设备上的仪表是否校核过且是否在有效期内
3 核对焊材和母材的匹配性 母材和焊材在焊接前验证确认符合 WPS 的要求
材料试验报告和材质证明书都是有效的证据,所以需做好材料的标记跟踪,确保焊接中使用到的材料能追溯的原始材质证明书
2 焊接过程中的检验 2
1 检查焊接接头的准备和装配 检查焊接接头边缘的准备和装配(检查坡口尺寸深度、角度、钝边是否符合图纸要求)是焊接检验程序中的最重要步骤,若在这里不正确的话,也基本上注定焊缝将会不符合要求
接头焊接区域的清洁要求,在焊接接头两边距离焊缝中心范围内的焊渣、锈、油脂、切割渣、油漆和其他表面污染必须清理干净
对于黑色金属其清洁范围离焊接坡口边缘至少 13mm,对于有色金属清洁范围离焊接坡口边缘至少 51mm
检查坡口表面粗糙度及表面缺陷,若焊接区域有锈就要求将该区域磨出金属光泽
若表面有松动的蓝色氧化皮的话,就需要打磨去除了
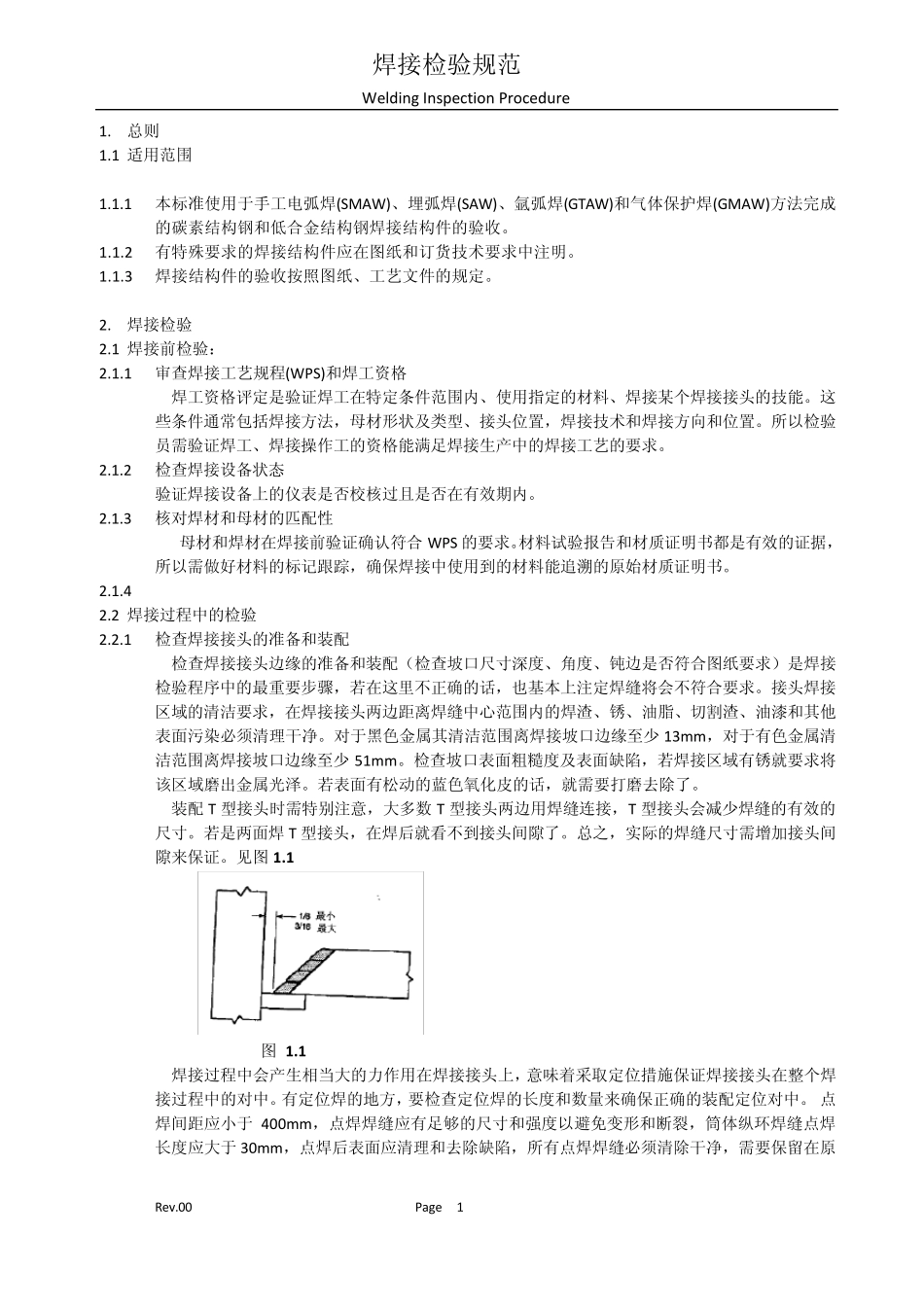
装配 T 型接头