焊材一级库管理及发放制度 焊接材料管理是压力容器生产质量控制的重要环节,为确保容器施焊质量特制定本标准
一:焊接材料验收入库 1 , 入库材料,须具有生产厂家提供的材质合格证、型号、规格、炉号、批号、标识清楚并经材料质检员确认
质保书交材料责任师审核,签字后方能入库
2 , 焊条;包装完好,标识齐全,无药皮发霉、脱落等现象,焊芯无锈迹
3 , 焊丝每圈标识齐全,无锈迹,包装完好
4 , 焊剂:包装完好、标识齐全
二,焊材保管 1 , 焊材验收入库后,应按品种、规格、炉批号、堆码整齐、标识明显无误、账目清楚、存放在货架上(离地面 3 0 0 ㎜高,距墙3 0 0 ㎜宽)
2 , 保证库内温度在 5 °以上,相对湿度大于百分之6 0 ,当相对湿度较高时,应开机除湿,库管员每天检查两次并做好记录
3 , 保证库内清洁、整齐、不准堆放其他物品
4 , 按要求划分为“待检区”、”合格”“及不合格区”
如生产需要施焊一般结构件用材时,应设结构件用材区,并标识分界
三,焊材发放 1 ,焊材发放须严格按经审查合格的二级库领料凭证要求的材质、规格
数量发放;库管员应在领料单上填写清楚焊材炉批号
2 ,二级库领用焊材超出工艺定额时,一级库拒绝发给,需增加定额,应有相应责任人员出具书面意见,按追加数量发给相应焊材 3 焊材发放原则应该本着先入库、先发出的原则
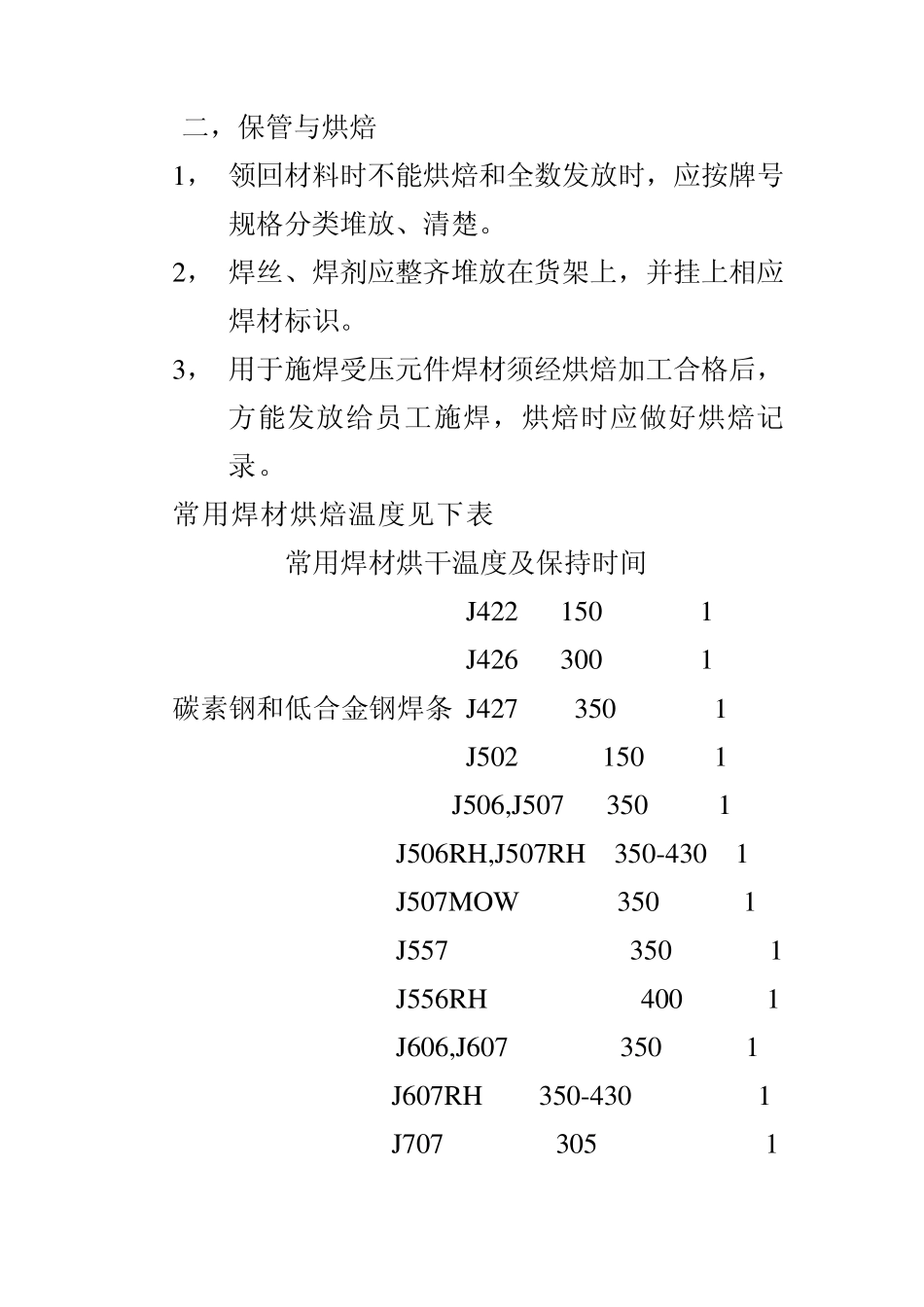
焊材二级库管理制度 焊材二级库管理是压力容器制造过程中材料管理的主要组成部分,也是焊接质量管理的重要环节之一,故焊材发放应严格遵循焊接工艺规定选用的焊材 一,领料 1 , 二级库根据产品焊材工艺定额,并满足生产进度所需焊材时,开据领料凭证,经部门负责人审批后去一级库领取所需焊材
2 , 向一级库领用焊材时,应查看焊材生产厂家出具的合格证,焊材标识是否齐全,焊材包装是否完好,并具有原包装额定的数量
3 , 领料时搬运