生产线效率与效益提升—切换改善 在竞争日益激烈的市场环境下,所有的工厂都希望尽可能地提升生产线的效率,使产出实现最大化,也就是最大限度地减少因各种原因造成的停线损失
但是,由于终端产品的多样性和小批量化发展趋势,以及新产品导入的速度不断加快,致使生产线需要频繁地进行切换,并导致稼动率(working ratio)的低下
案例: 松下电器机电(中国)有限公司 FA 事业部 CSE 部(以 下简称松下CSE 部)提供诊断咨询服务的一家客户(以下简 称 X工厂)共有4 条 SMT 生产线,产品以摄像头为主
2007 年,X 工厂一条生产线的切换频率为 1 次/3~4 天, 切换产品品种一个,平均切换时间为 40 分钟,所以切换对 于生产线效率的影响不大
进入 2008 年后,X 工厂平均一 条生产线每天切换5~6 个品种的产品,切换时间损耗占到 了生产线运行时间的14%左右(40 分钟/次×5 次/24×60 分 钟),生产线效率明显下降,改善迫在眉睫
松下CSE 部接受了 X 工厂提出的服务支持要求,并在该工厂开展了切换改善活动
生产线运行分析 现场观察 首先,我们选择了X 工厂的一条生产线(以下简称 L1 线)进行了运行现状分析
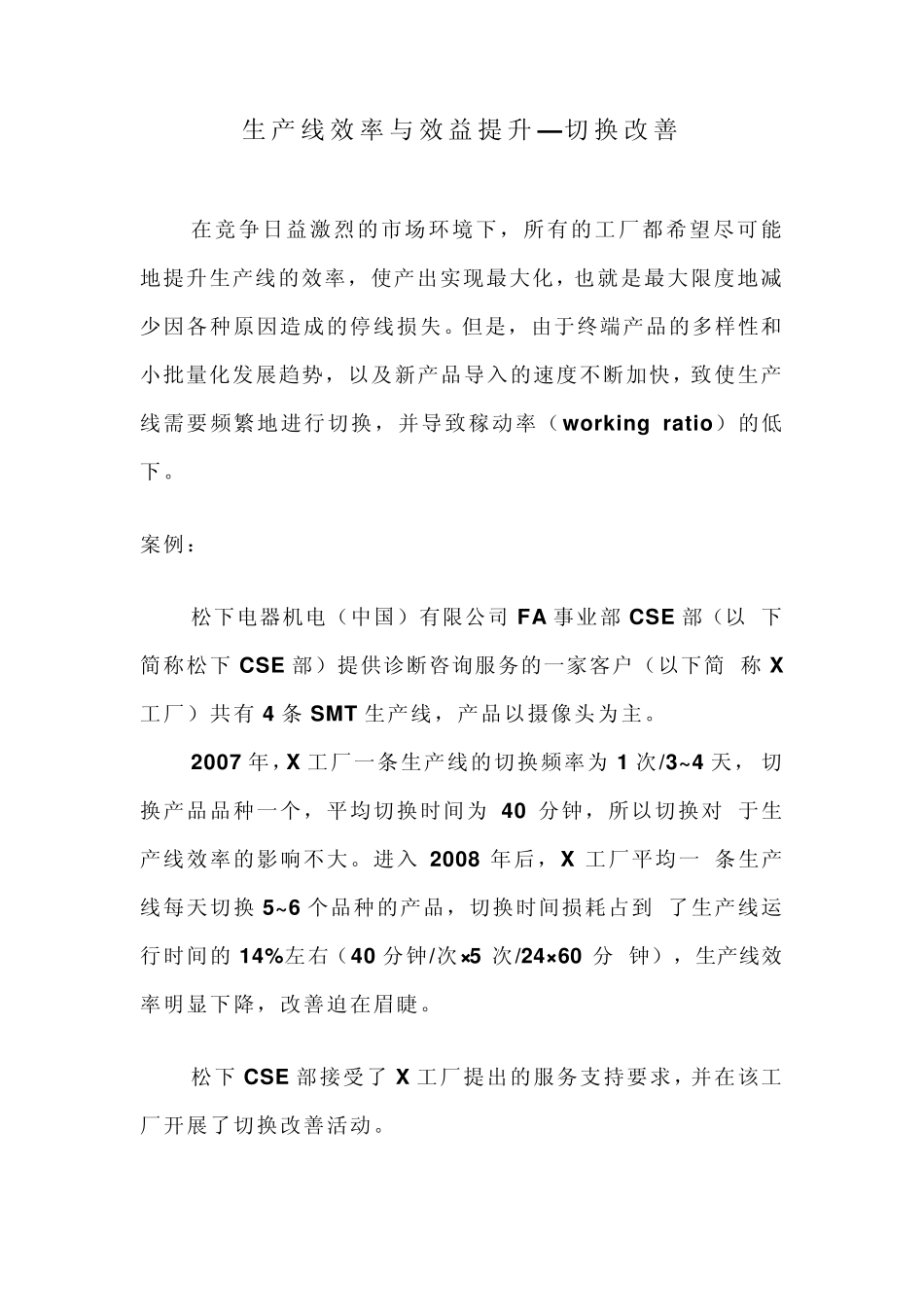
L 1 线的设备配置为:松下SP28 锡膏印刷机+两台 CM202高速贴片机 + 一台CM301 泛用机(多功能机)+ 一 台千住回流焊炉组成
参与切换的人数为4 人:包括作业员2 人,技术员和回流焊后检查员各1 人(如图1 所示)
松下CSE 部的人员对X工厂L1 线既有的整个切换过程做 了认真的观察,对负责切换的所有现场作业人员的操作动作、顺序和时间进行了记录,形成了图2 的切换观察表,表 中的每种颜色代表一位作业人员的操作过程
根据记录, 平均切换时间为43分钟
人员调查及问题发现 对切换过程观察和记录后,我们与作业人员进行了交