第三章 FANUC o i 数控车床 第一节 FANUC O-TDⅡ控制面板 一、 系统功能指令表 在表 3-1 中列出的是 FANUC O-TD Ⅱ系统常用指令
表 3-1 系统功能指令表 G(M)代码 组 功能 *G00 G01 G02 G03 01 组 定位(快速进给) 直线插补(切削进给) 圆弧插补 CW(顺时针) 圆弧插外 CCW(逆时针) G04 G27 G28 00 组 暂停 返回参考点检测 返回参考点 G32 01 组 螺纹切削 *G40 G41 G42 07 组 取消刀尖 R 补偿 刀尖 R 补偿(左) 刀尖 R 补偿(右) G50 00 组 设定坐标系,设定主轴最高转速 G90 G92 G94 01 组 外径,内径车削循环 螺纹切削循环 端面车削循环 G98 *G99 05 组 每分钟进给 每转进给 M00 程序停止,按下 CNC 启动键程序重新开始 M02 00 组 主程序结束 M03 M04 M05 01 组 主轴正转启动 主轴反转启动 主轴停转 M30 00 组 主程序结束,自动返回到程序开头 M98 M99 调用子程序 子程序结束及返回 注 1)
*号表示电源接通时 G 代码状态
00 组的代码为一次性代码
一但指定了 G 代码一览表中没有的 G 代码,系统显示报警
010) 注 4)
无论有几个不同组的 G 代码,不能在同一程序段内指令,果同组的 G 代码在同一程序段内指令了 2 个以上的代码时,指令后者有效
以上所述同样适用于M 代码
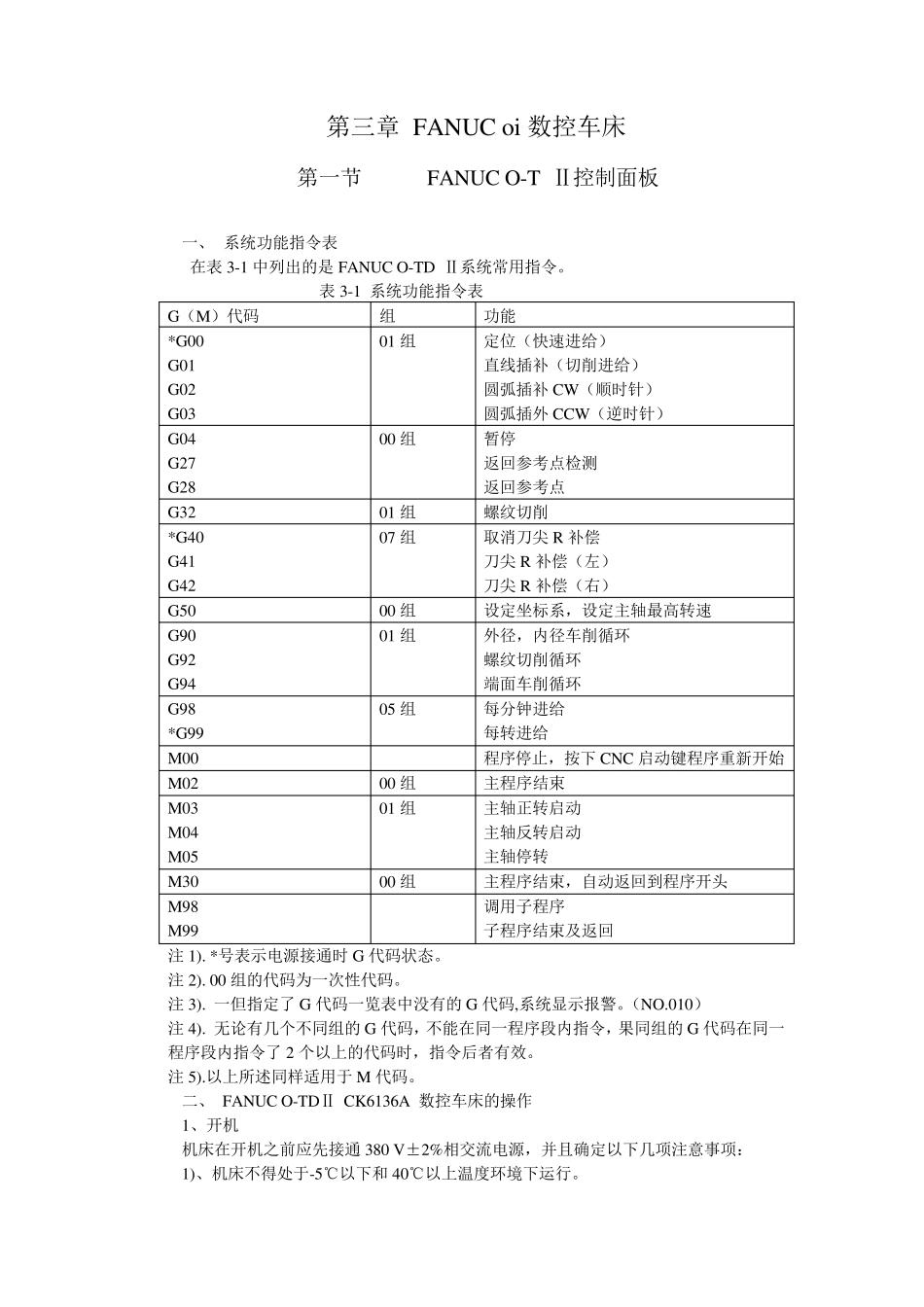
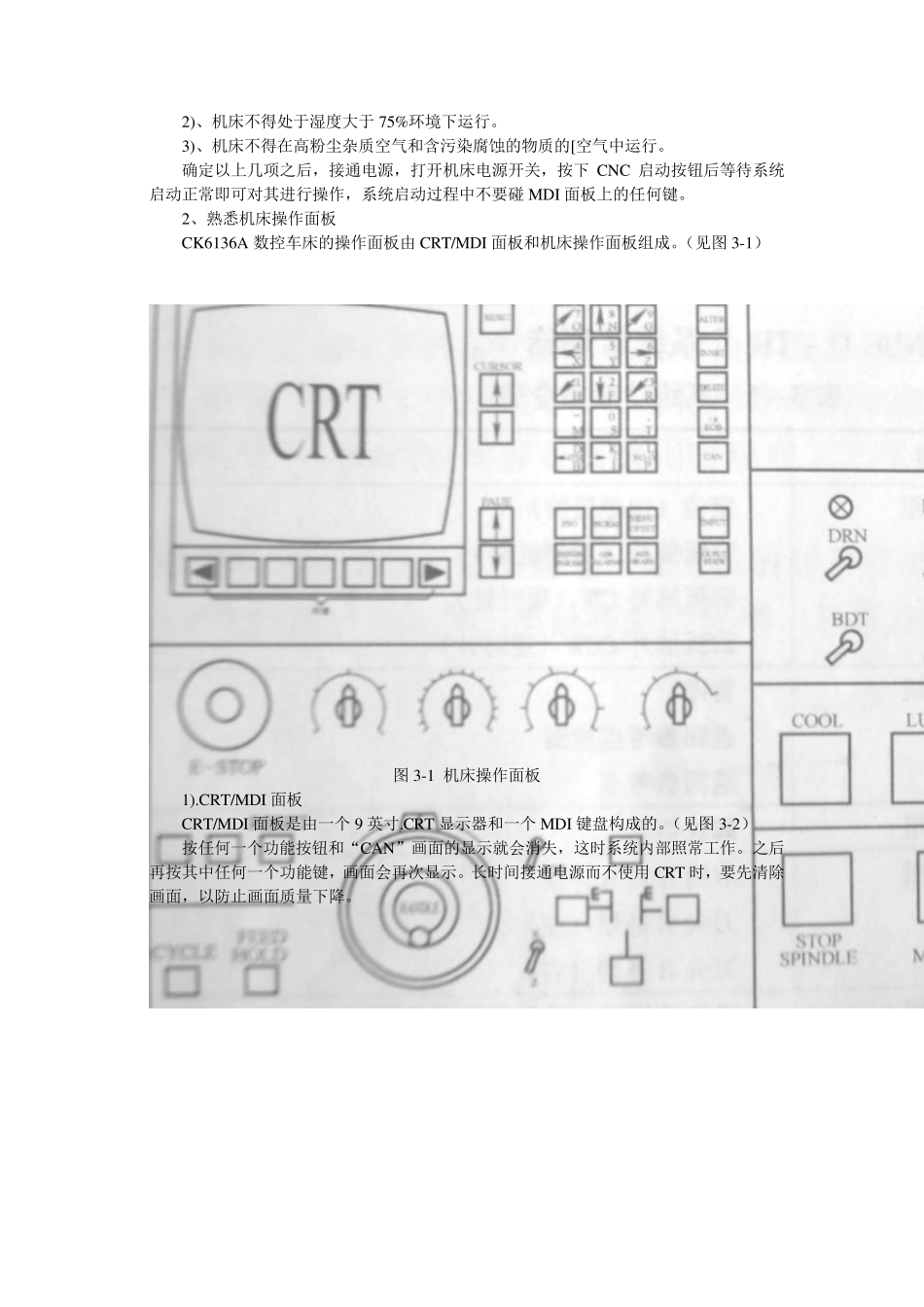
二、 FANUC O-TDⅡ CK6136A 数控车床的操作 1、开机 机床在开机之前应先接通 380 V±2%相交流电源,并且确定以下几项注意事项: 1)、机床不得处于-5℃以下和 40℃以上温度环境下运行
2)、机床不得处于湿度大于75%环境下运行