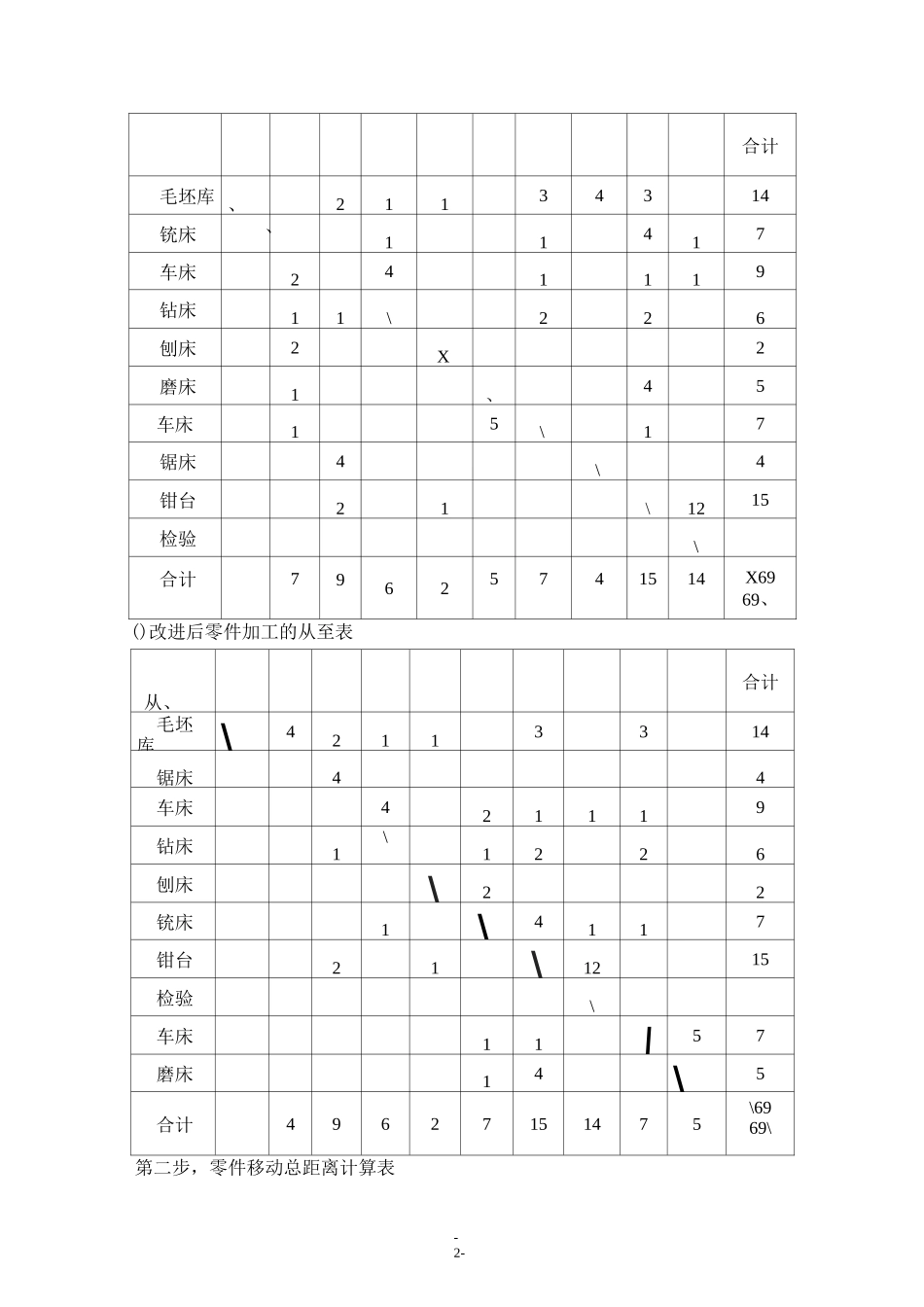
ABCDE-1-FGHIJ编制生产计划二、该公司某机器厂加工车间工段承担机加工生产任务,最近由于生产任务的改变,零件在各工序之间的流转也发生了变化,现有设备的平面布置不合理,零件流转路线长,因此决定调整现有设备的平面布置,使零件在各设备之间流转的距离最短,原有设备的布置顺序和工段所生产零件的工艺路线如图和图所示:序号零件号工艺流程1A1008A-H—C—D—B—I—J2A1009A—G—F—I—J3A1203A—H—C—G—F—I—J4A1204A—H—C—B—D—I—J5A1205A—D—C—D—G—B—G—F—I—J6A1310A—G—F—I—J7A1312A—E—B—I—J8A1313A—G—I—J9B2101A—H—C—D—G—F—B—I—J10B2103A—I—E—B—J11B2105A—C—D—I—J12B2106A—I—C—J13C1108A—C—B—I—J14C1109A—I—C—I—J解:第一步,绘制原零件加工的从至表和改进后的零件从至表()原零件加工的从至表A:毛坯库;B:铣床;C:1 号车床;D:钻床;E:刨床;F:磨床;G:2 号车床;H:锯床;I:钳台;J:检验
图 2 原有设备布置图 3 工艺流程路线图-2-合计毛坯库 、21134314铳床、11417车床241119钻床11\226刨床2X2磨床1、45车床15\17锯床4\4钳台21\1215检验\合计79625741514X6969、()改进后零件加工的从至表从、合计毛坯库\42113314锯床、44车床、421119钻床1\1226刨床\22铳床1\4117钳台21\1215检验\车床11\57磨床14\5合计49627151475\6969\第二步,零件移动总距离计算表-3-()原零件运输总距离计算表前进:格数格数对角位上各次数之和小计:后退:格数对角位上各次数之和小计:总计:前进后退