埋弧自动焊接工艺本工艺适用于板厚 6~22mm 的碳钢及高强度低合金钢焊接
所焊产品的钢种及板材厚度按工艺要求选择焊丝牌号,焊丝直径及焊剂牌号,选用焊接规范
检查埋弧焊机是否完好,电流表、电压表的正确性
检查焊缝两端的始终点引弧板及灭弧板,其规格尺寸为 80×80(mm)厚度≥母材
焊件边缘加工和装配要求高,焊件边缘必须打磨清洁干净至光洁金属为止(距焊件边缘 20mm 处),用砂轮机进性打磨
焊件边缘加工必须平直,装配间隙均匀一致,高低平整,装配间隙<1mm,两板高低差<0
定位焊缝间距 300~400mm,焊缝长度 15~20mm,A3 钢使用 J427焊条,16Mn 钢使用 J507 焊条,并清除点焊焊渣
焊丝与焊剂选用1
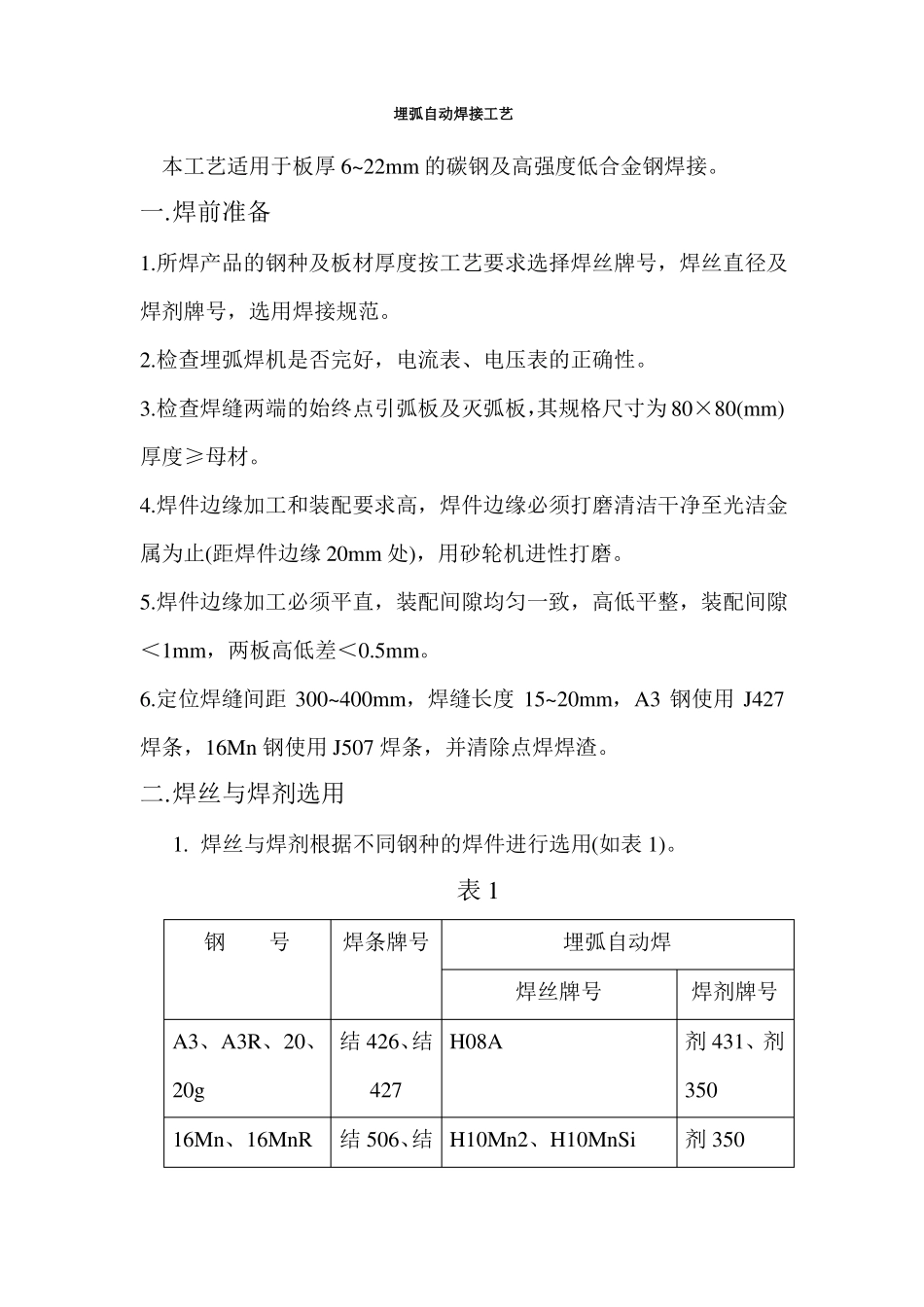
焊丝与焊剂根据不同钢种的焊件进行选用(如表 1)
表 1钢号焊条牌号埋弧自动焊焊丝牌号A3、A3R、20、 结 426、结 H08A20g427焊剂牌号剂 431、剂350剂 35016Mn、16MnR结 506、结 H10Mn2、H10MnSi5071Cr18NiGTi奥 132、奥 H0Cr18Ni9Ti137H00Cr22Ni10、 剂 772、剂2602
焊丝直径根据板厚不同选用,<10mm 板厚选用直径 4mm,≥12mm 板厚选用 5mm
焊丝外表不得有油、锈存在,且应在干燥室存放
焊剂使用前必须进行烘焙 150~200℃×2 后使用,使用剩余焊剂应重新烘焙
焊接规范参数:1
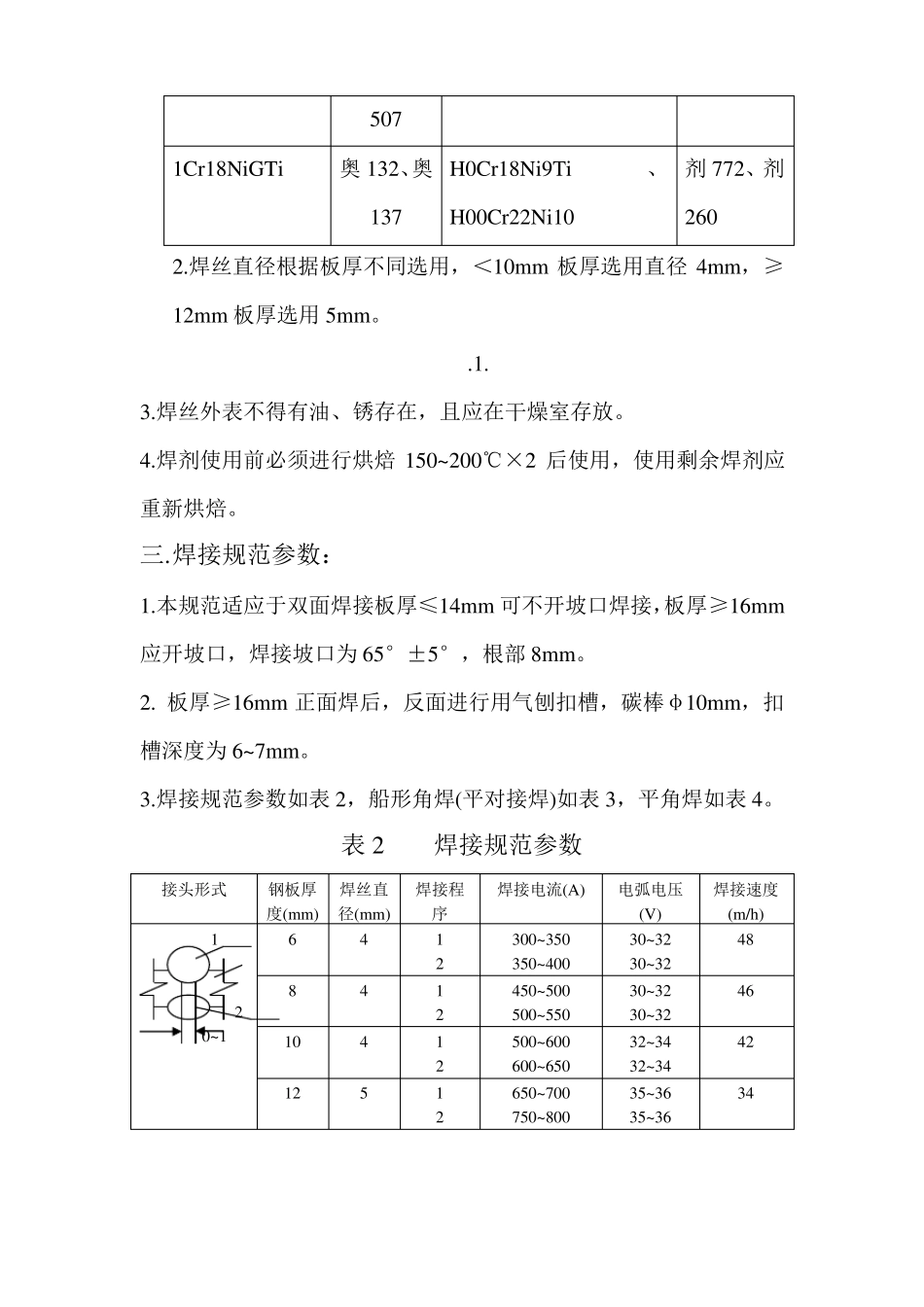
本规范适应于双面焊接板厚≤14mm 可不开坡口焊接,板厚≥16mm应开坡口,焊接坡口为 65°±5°,根部 8mm
板厚≥16mm 正面焊后,反面进行用气刨扣槽,碳棒φ10mm,扣槽深度为 6~7mm
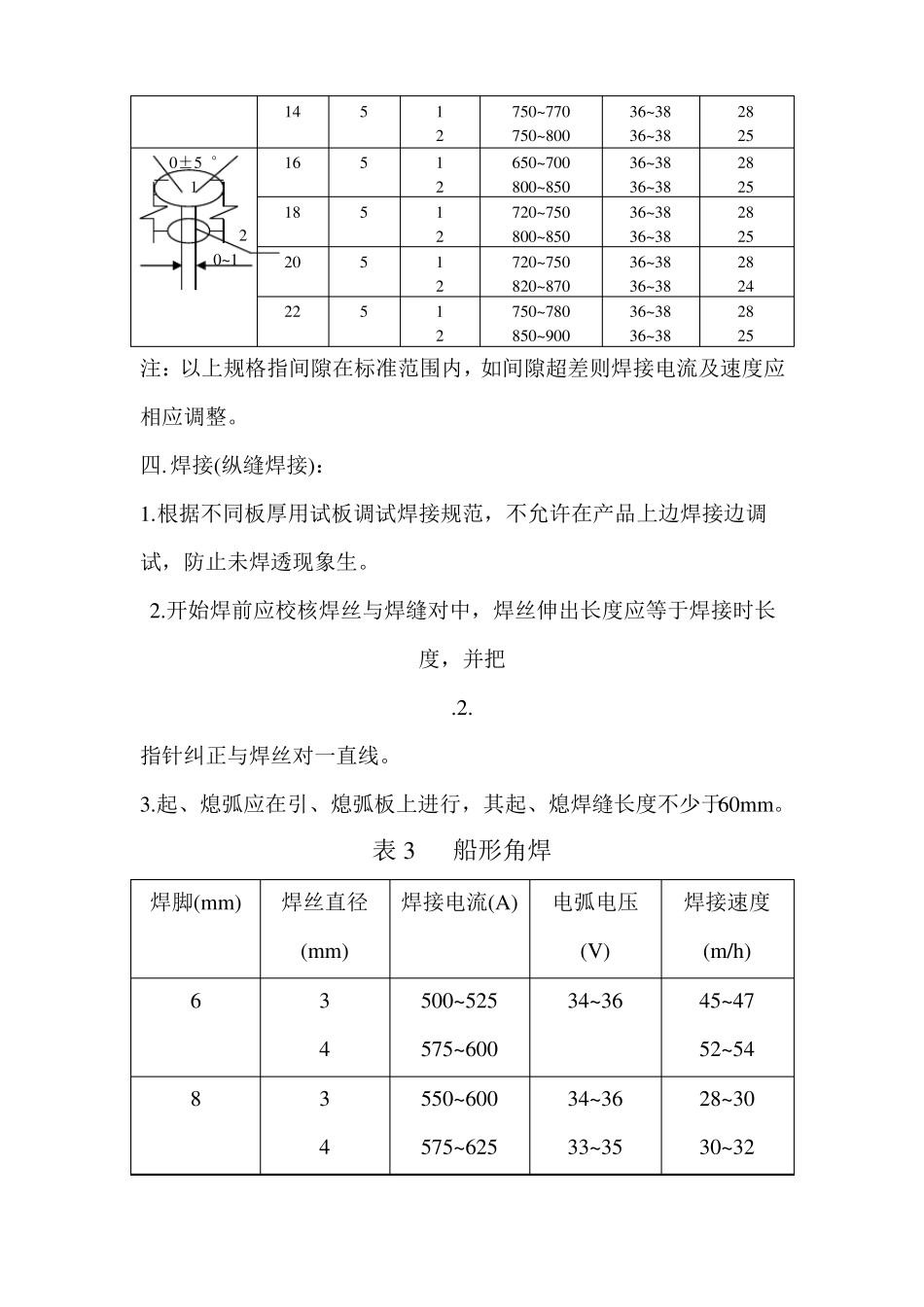
焊接规范参数如表 2,船形角焊(平对接焊)如表 3,平角焊如表 4
表 2焊接规范参数接