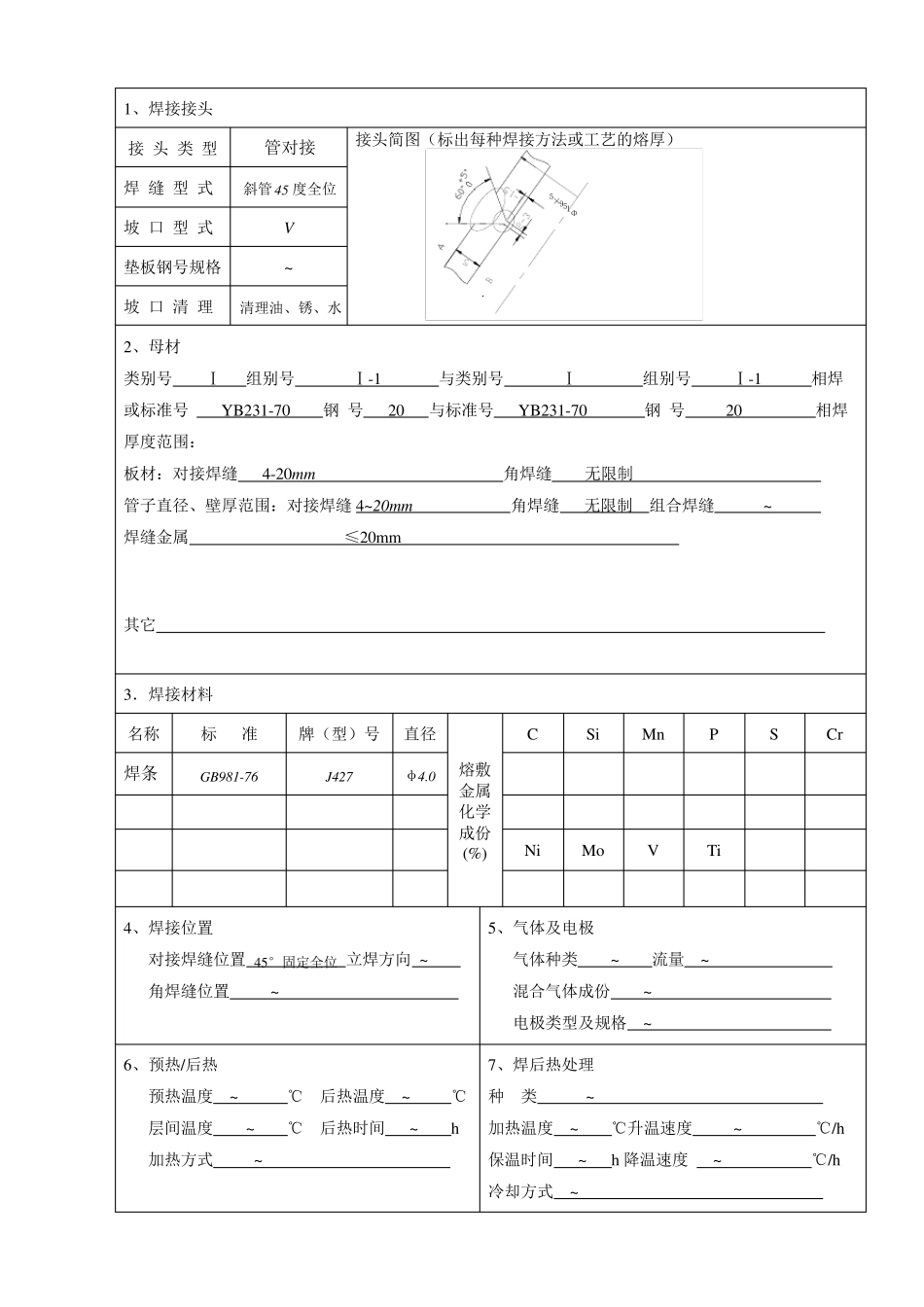
焊 接 工 艺 指 导 书 工艺指导书编号 W PS-037-1 工艺评定报告编号 SI-1-001-2011 焊 接 方 法 手工电弧焊 机械化程度 手工 编 制 日 期 审 核 日 期 批 准 日 期 中色十二冶金建设有限公司 1、焊接接头 接 头 类 型 管对接 接头简图(标出每种焊接方法或工艺的熔厚) 焊 缝 型 式 斜管45 度全位 坡 口 型 式 V 垫板钢号规格 ~ 坡 口 清 理 清理油、锈、水 2、母材 类别号 Ⅰ 组别号 Ⅰ-1 与类别号 Ⅰ 组别号 Ⅰ-1 相焊 或标准号 YB231-70 钢 号 20 与标准号 YB231-70 钢 号 20 相焊 厚度范围: 板材:对接焊缝 4-20mm 角焊缝 无限制 管子直径、壁厚范围:对接焊缝4~20mm 角焊缝 无限制 组合焊缝 ~ 焊缝金属 ≤20mm 其它 3.焊接材料 名称 标 准 牌(型)号 直径 熔敷 金属 化学 成份 (%) C Si Mn P S Cr 焊条 GB981-76 J427 φ4
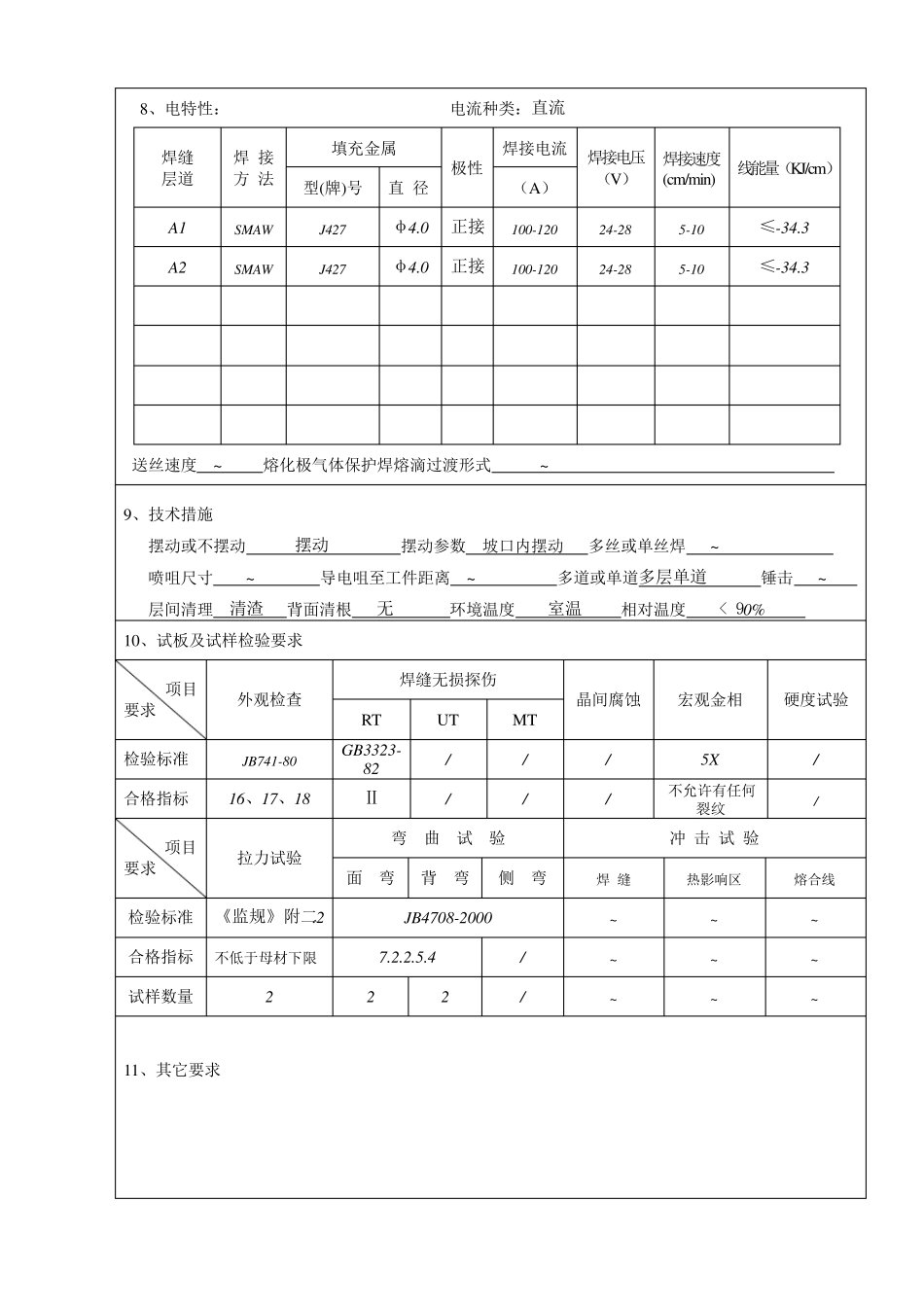
0 Ni Mo V Ti 4、焊接位置 对接焊缝位置 45°固定全位 立焊方向 ~ 角焊缝位置 ~ 5、气体及电极 气体种类 ~ 流量 ~ 混合气体成份 ~ 电极类型及规格 ~ 6、预热/后热 预热温度 ~ ℃ 后热温度 ~ ℃ 层间温度 ~ ℃ 后热时间 ~ h 加热方式 ~ 7、焊后热处理 种 类 ~ 加热温度 ~ ℃升温速度 ~ ℃/h 保温时间 ~ h 降温速度 ~ ℃/h 冷却方式 ~ Φ159×5 8、电特性: 电流种类:直流 焊缝 层道 焊 接 方 法 填充金属 极性 焊接电流 焊接电压 (V) 焊接速度 (cm/min) 线能量(KJ/cm) 型(牌)号 直 径 (A) A1 SMAW J427 φ4
0 正接 100-120 24-28 5-10 ≤-34
3 A2 SMAW J427