1 7 第二单元 装配中的定位 装配的三个基本条件是定位、夹紧和测量
定位的目的是 确定焊接零部件在结构中的准确位置,定位的正确与否对焊接结构产品的质量优劣置关重要
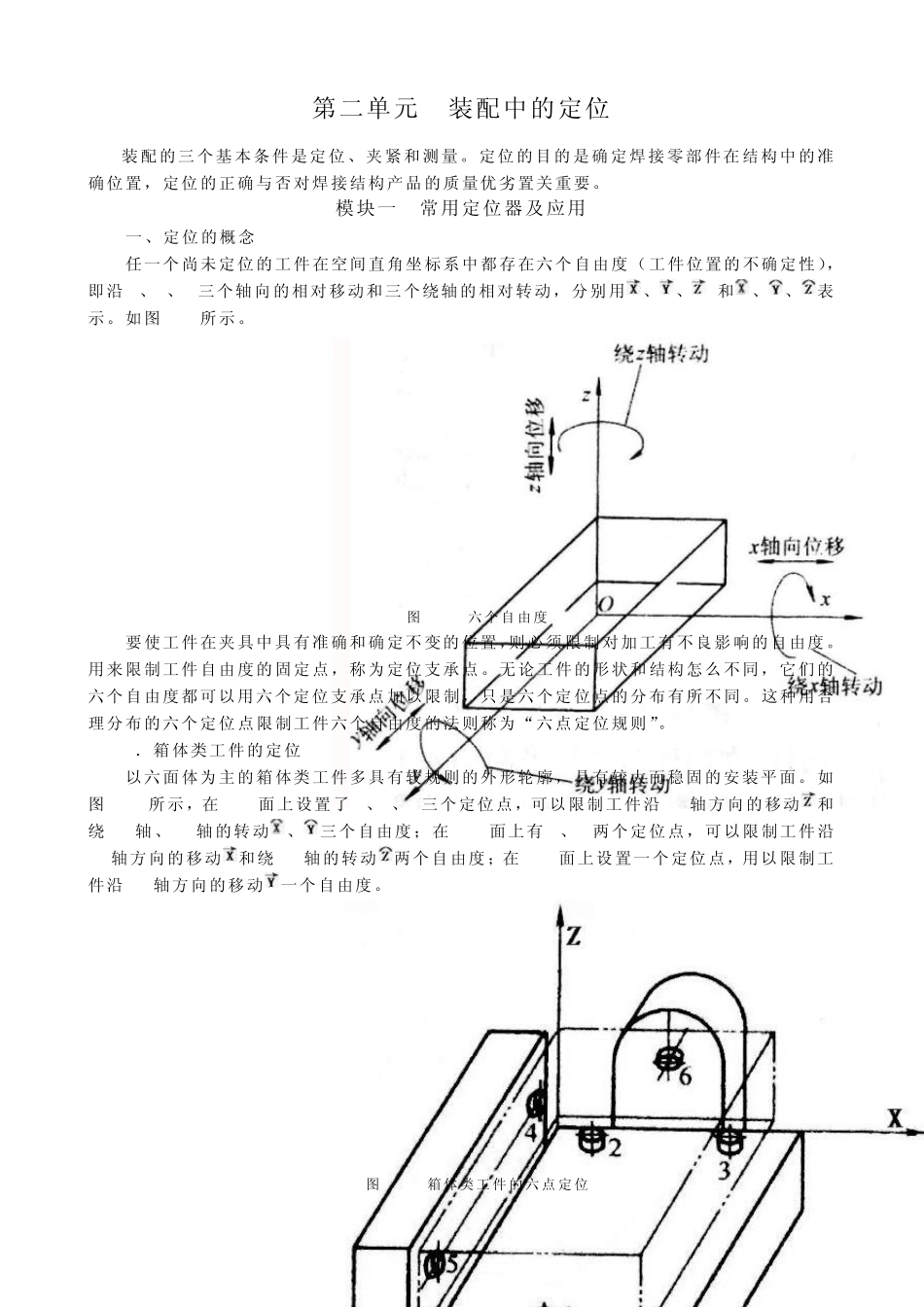
模块一 常用定位器及应用 一、定位的概念 任一个尚未定位的工件在空间直角坐标系中都存在六个自由度 (工件位置的不确定性),即沿 X、y、Z三个轴向的相对移动和三个绕轴的相对转动,分别用、、 和、、表示
如图 2-1所示
图 2-1 六 个 自 由 度 要使工件在夹具中具有准确和确定不变的位置,则必须 限制对加工有不良影响的自由度
用来限制工件自由 度的固定点,称为定位支承点
无论工件的形状和结构怎么不同,它们的六个自由度都可以用六个定位支承点 加以限制,只是六个定位点的分布有所不同
这种用合理分布的六个定位 点限制工件六个自由度的法则称为“六点定位规则”
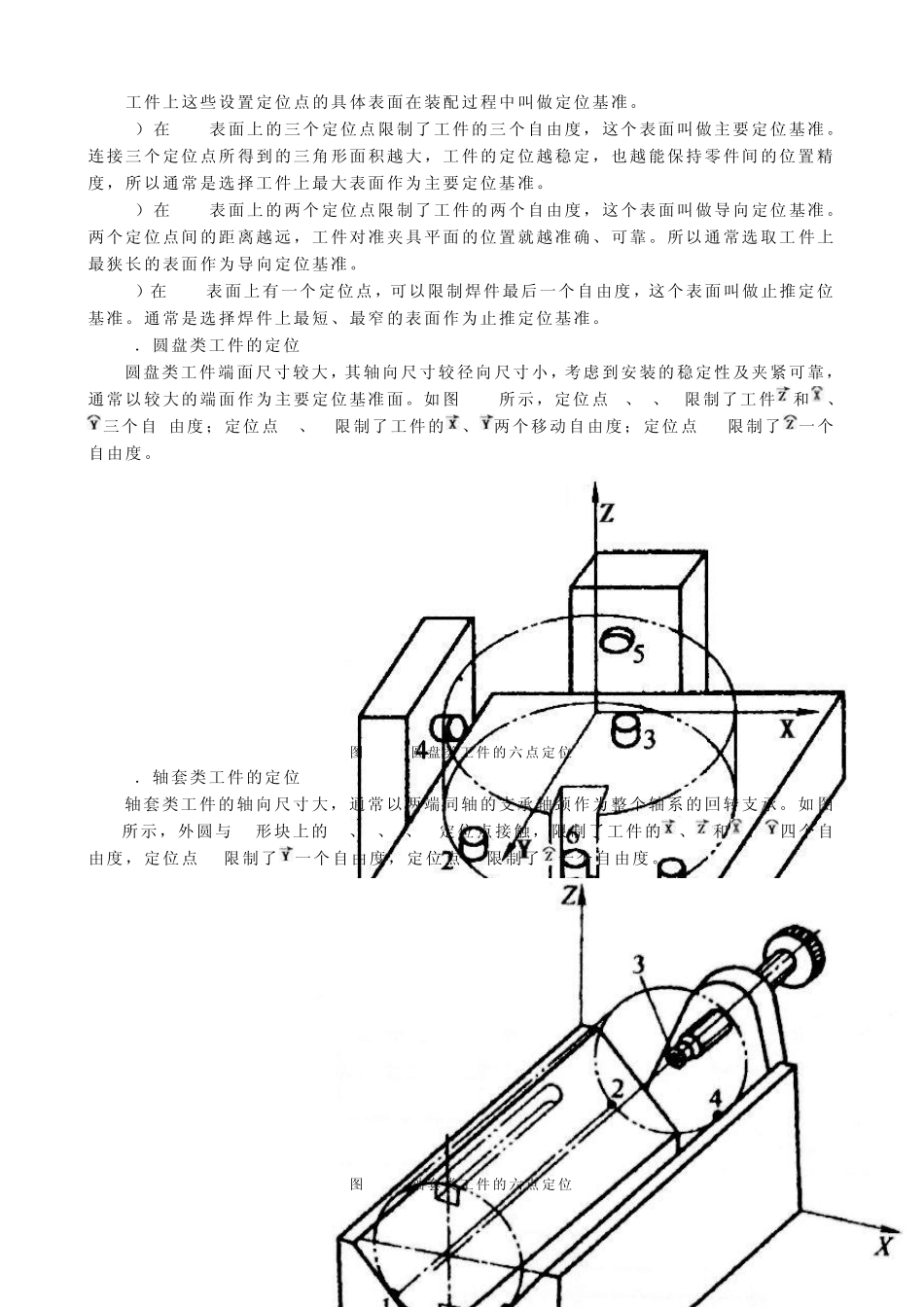
1.箱体类工件的定位 以六面体为主的箱体类工件多具有较规则的外形轮廓,具有较大而稳固的安装平面
如图 2-2所示,在 XOY面上设置了 1、2、3三个定位点,可以限制工件沿 0Z轴方向的移动和绕 0X轴、0Y轴的转动、三个自由度;在 YOZ面上有 4、5两个定位点,可以限制工件沿0X轴方向的移动和绕 0Z轴的转动两个自由度;在 XOZ面上设置一个定位点,用以限制 工件沿 0Y轴方向的移动一个自由度
图 2-2 箱 体 类 工 件 的 六 点 定 位 1 8 工件上这些设置定位点的具体表面在装配过程中叫做定位基准
1)在XOY表面上的三个定位点限制了工件的三个自由度,这个表面叫做主要定位基准
连接三个定位点所得到的三角形面积越大,工件的定位越稳定,也越能保持零件间的位置精度,所以通常是选择工件上最大表面作为主要定位基准
2)在YOZ表面上的两个定位点限制了工件的两个自由度,这个表面叫做导向定位基准
两个定位点间的距离越远,工件对准夹具平面的位置就