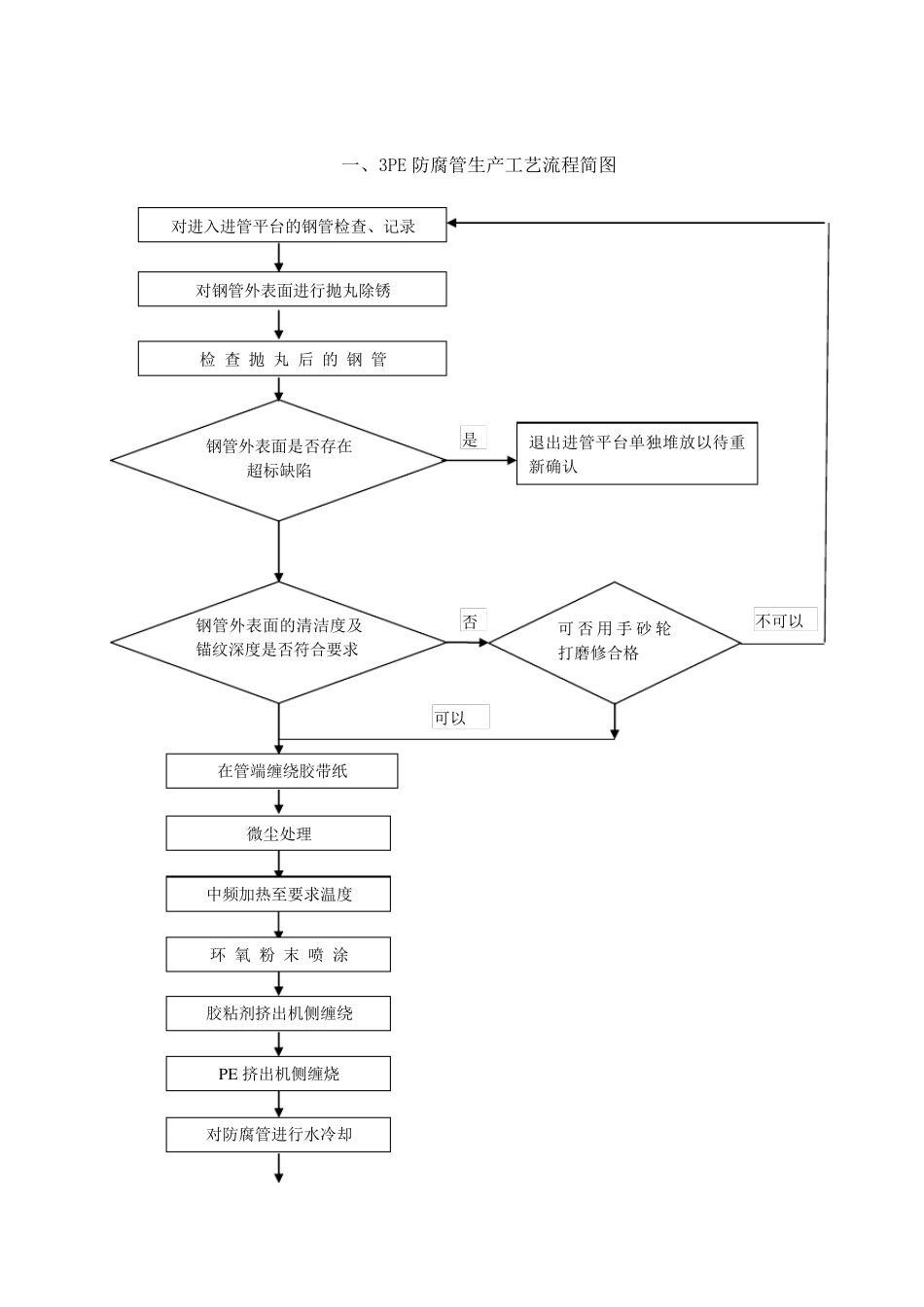
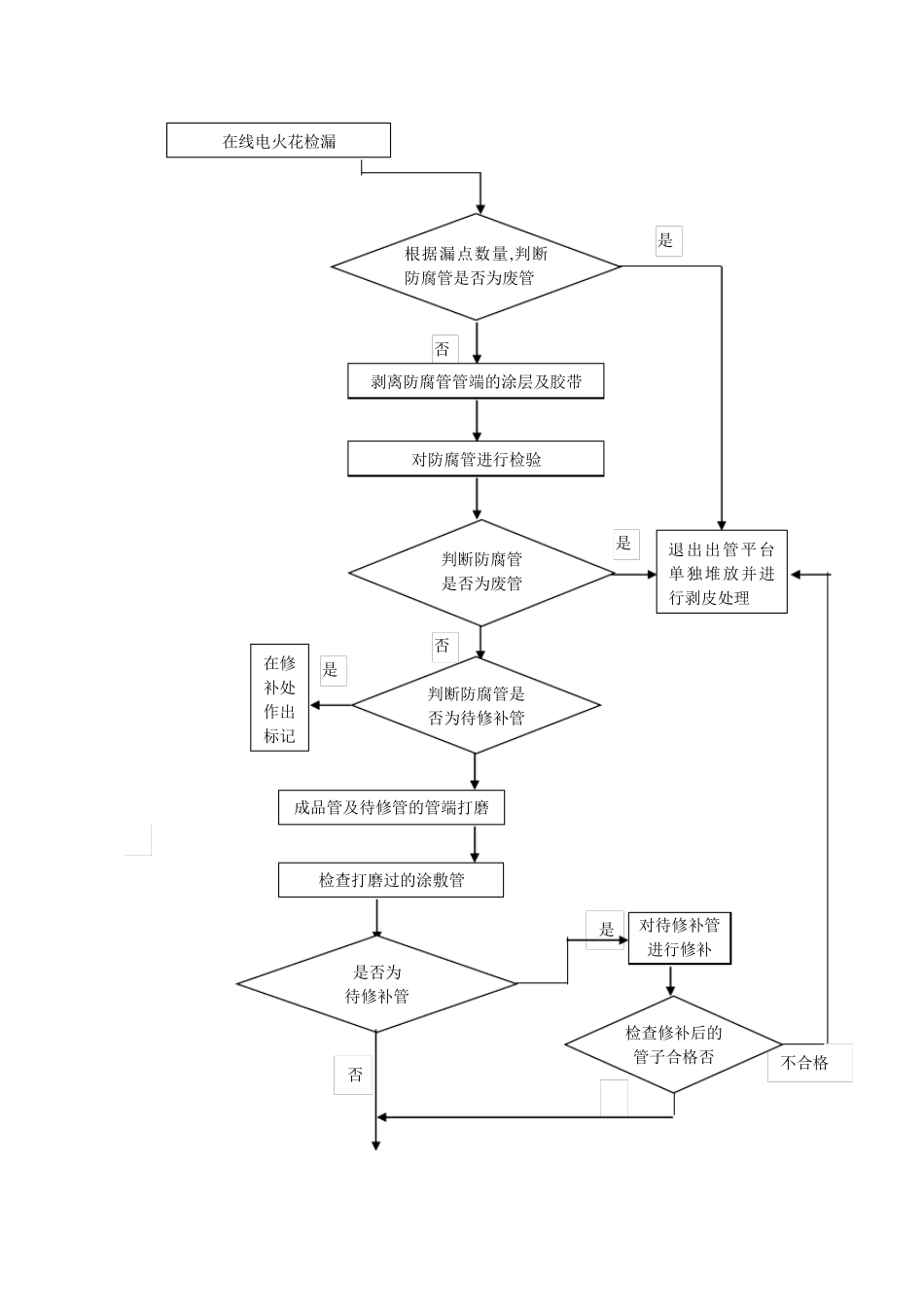
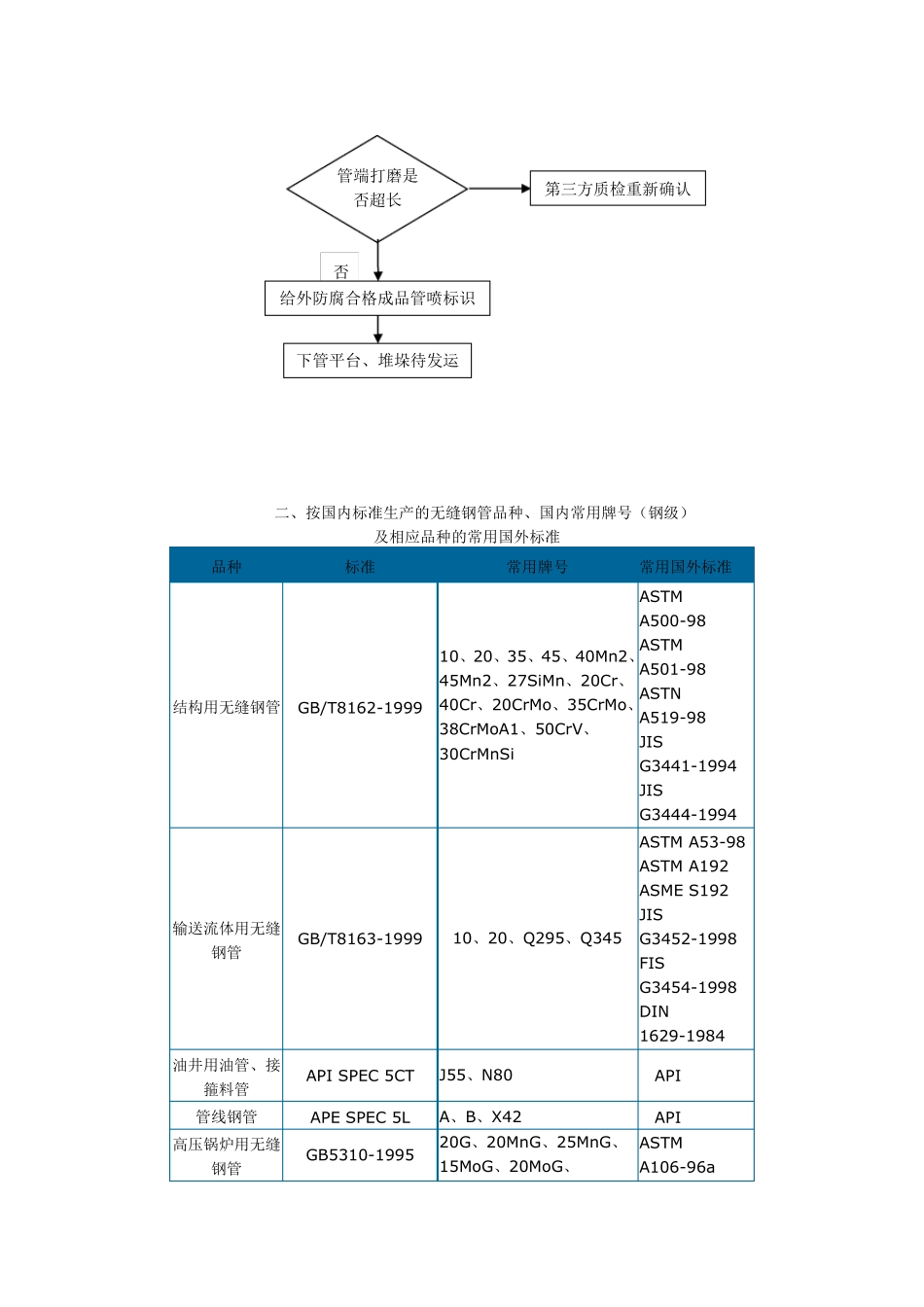
一、3PE 防腐管生产工艺流程简图 对进入进管平台的钢管检查、记录 对钢管外表面进行抛丸除锈 检 查 抛 丸 后 的 钢 管 钢管外表面是否存在超标缺陷 退出进管平台单独堆放以待重新确认 是 钢管外表面的清洁度及锚纹深度是否符合要求 可 否 用 手 砂 轮打磨修合格 否 不可以 可以 在管端缠绕胶带纸 微尘处理 胶粘剂挤出机侧缠绕 PE 挤出机侧缠烧 对防腐管进行水冷却 中频加热至要求温度 环 氧 粉 末 喷 涂 是 是 是 否 否 对防腐管进行检验 剥离防腐管管端的涂层及胶带 判断防腐管 是否为废管 退出出管平台单独堆放并进行剥皮处理 判断防腐管是 否为待修补管 在修 补处 作出 标记 成品管及待修管的管端打磨 在线电火花检漏 根据漏点数量,判断防腐管是否为废管 不合格 是 检查打磨过的涂敷管 是否为 待修补管 对待修补管 进行修补 检查修补后的管子合格否 否 二、按国内标准生产的无缝钢管品种、国内常用牌号(钢级) 及相应品种的常用国外标准 品种 标准 常用牌号 常用国外标准 结构用无缝钢管 GB/T8162-1999 10、20、35、45、40Mn2、45Mn2、27SiMn、20Cr、40Cr、20CrMo、35CrMo、38CrMoA1、50CrV、30CrMnSi ASTM A500-98 ASTM A501-98 ASTN A519-98 JIS G3441-1994 JIS G3444-1994 输送流体用无缝钢管 GB/T8163-1999 10、20、Q295、Q345 ASTM A53-98 ASTM A192 ASME S192 JIS G3452-1998 FIS G3454-1998 DIN 1629-1984 油井用油管、接箍料管 API SPEC 5CT J55、N80 API 管线钢管 APE SPEC 5L A、B、X42 API 高压锅