焊接结构的变形与断裂 锅炉、压力容器等结构,在焊接过程中一般都要产生焊接变形
若变形超过允许值,必须进行矫正,但这要耗费工时;若变形严重或无法矫正,则必须报废
结构在焊接过程中还产生焊接应力,这是一种内应力,除引起构件变形外,还会使结构产生焊接裂纹,甚至导致断裂
断裂是不允许的,特别是锅炉、压力容器之类焊接结构,在使用中发生断裂往往伴有爆炸燃烧等,危害极大
因此,对于焊接结构的变形和断裂必须正视和研究
4. 1 焊接结构的变形 焊接是个局部加热和冷却过程
焊接接头要经过由常温→高温→常温的热循环过程
随着温度的升降,焊接接头局部会发生膨胀和收缩,而由于温度的不均,不同部位的膨胀和收缩量也不同,必然会相 互制约而产生焊接内应力,从而引起焊接变形
冷至室温后保留下来的变形称为焊接残余变形
而一般所说的焊接变形,实际就是残余变形
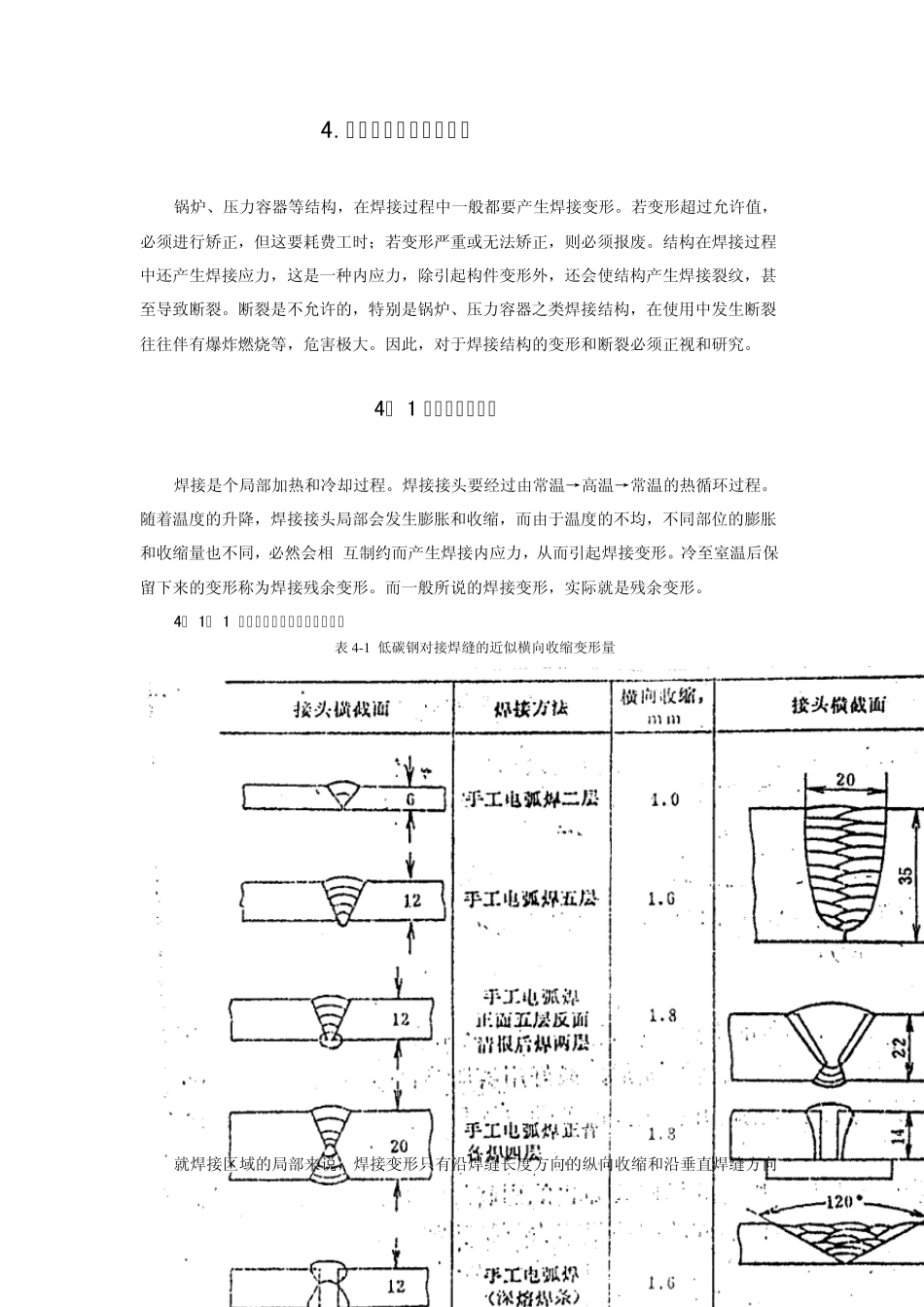
4. 1. 1 过程设备常见焊接变形与规律 表 4 -1 低碳钢对接焊缝的近似横向收缩变形量 就焊接区域的局部来说,焊接变形只有沿焊缝长度方向的纵向收缩和沿垂直焊缝方向 2 的横向收缩两种形式
其收缩量的大小受材料种类、板厚大小、坡口与接头型式和焊接方法等多种因素影响,不易定量计算
对于低碳钢的焊缝收缩变形量,现提供一些试验近似值:对接焊缝纵向收缩量0
30mm/m;连续角焊缝为 0
4mm/m;对接焊缝的横向收缩量如表 4-1 所示
接局部区的收缩会引起构件的局部变形或整体变形,而这种大的宏观焊接变形的规律和形态较为复杂
以下是过程设备中常见的焊接变形
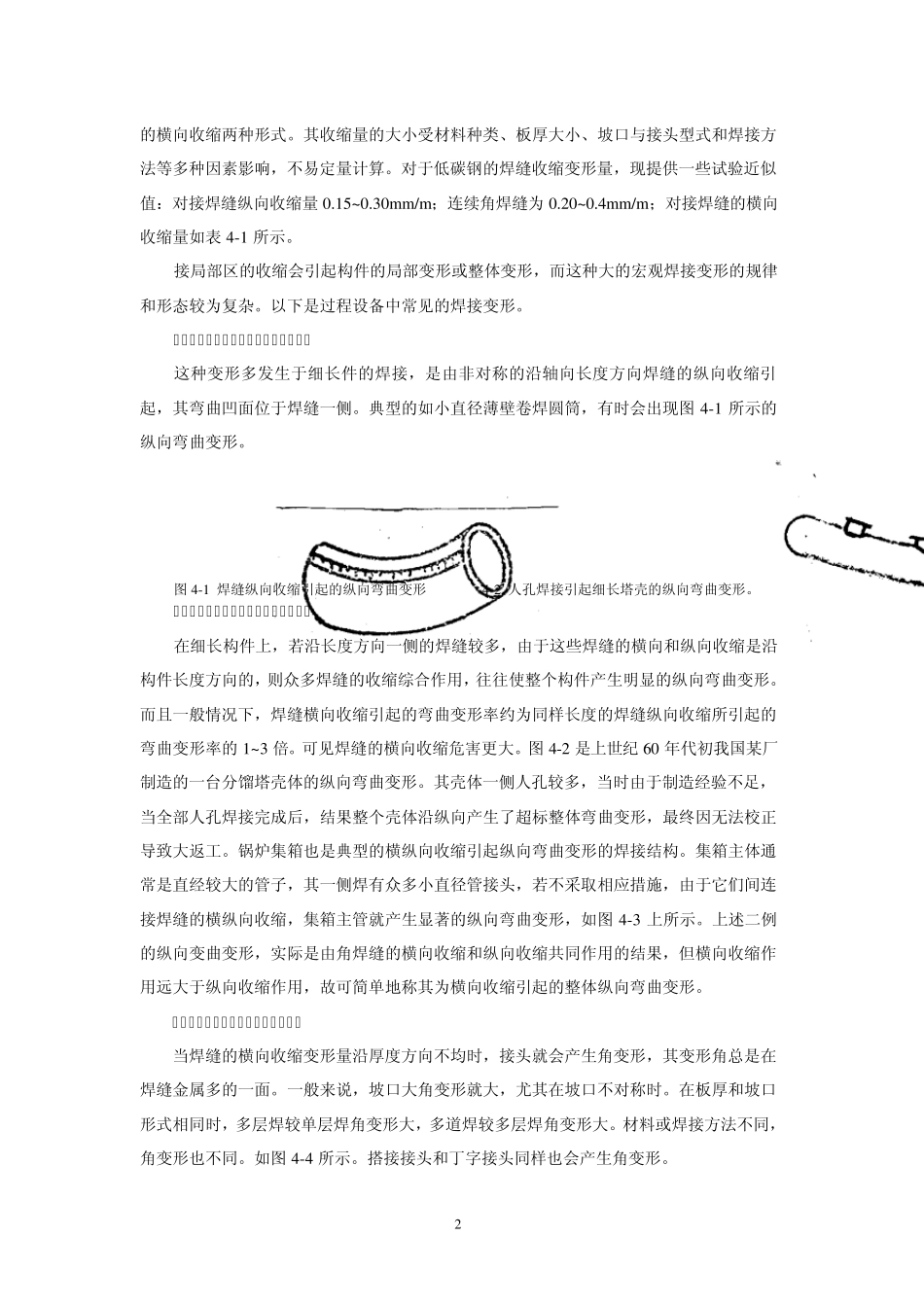
①纵向收缩引起的构件纵向弯曲变形
这种变形多发生于细长件的焊接,是由非对称的沿轴向长度方向焊缝的纵向收缩引起,其弯曲凹面位于焊缝一侧
典型的如小直径薄壁卷焊圆筒,有时会出现图 4-1 所示的纵向弯曲变形
图 4-1 焊缝纵向收缩引起的纵向弯曲变形 4-2 人孔焊接