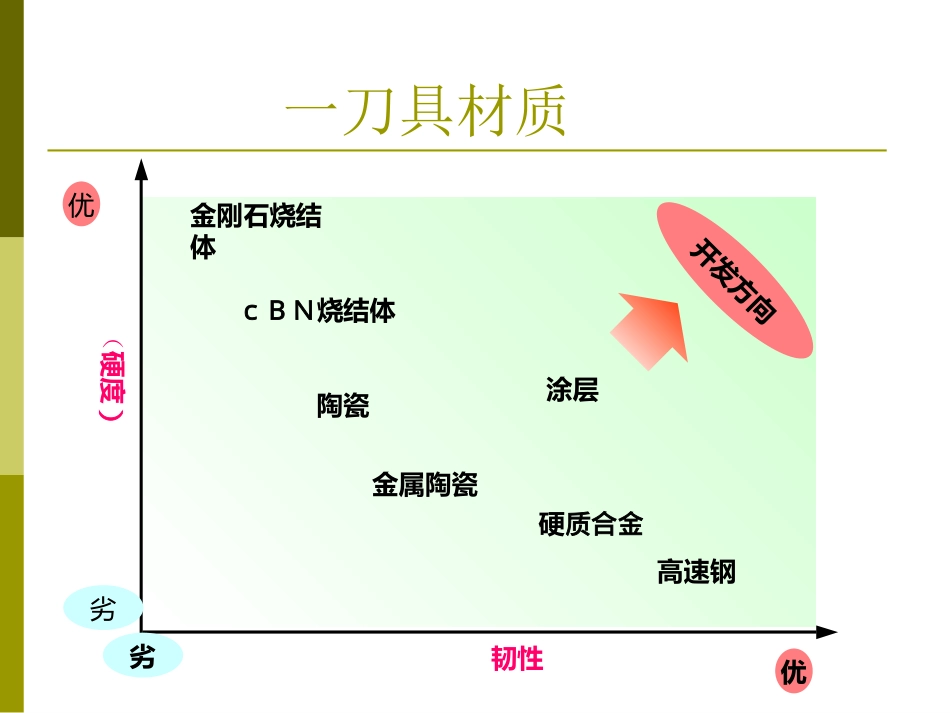
北京朗坤兴业科技发展有限公司刀具培训(车削篇)主要内容一刀具材质介绍二数控刀具角度介绍三数控车刀型号表示含义介绍四刀具选型注意事项一刀具材质韧性(硬度)优劣优劣涂层硬质合金陶瓷金属陶瓷高速钢金刚石烧结体cBN烧结体开发方向切削刀具分类及标志P类用于加工长切屑的钢件M类用于加工不锈钢件K类用于加工短切屑的铸铁件N类用于加工短切屑的非铁材料S类用于加工难加工材料H类用于加工硬材料刀具材质高速钢定义;又名风钢或锋钢,又称白钢
它是一种成分复杂的合金钢,含有钨、钼、铬、钒、钴等碳化物形成元素
合金元素总量达10~25%左右
它在高速切削产生高热情况下(约500℃)仍能保持高的硬度,HRC能在60以上
高速钢的工艺性能好,强度和韧性配合好,在刀具制造过程中应用广泛刀具材料硬质合金硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品
硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍,具有很高的硬度(HRA80~92),极高的抗压强度6000MP(600kg/mm2),已经应用于许多领域
刀具材质金属陶瓷金属陶瓷是由陶瓷硬质相与金属或合金粘结相组成的结构材料
金属陶瓷既保持了陶瓷的高强度、高硬度、耐磨损、耐高温、抗氧化和化学稳定性等特性,又具有较好的金属韧性和可塑性
传统所说的WC-Co硬质合金,其实就是由陶瓷硬质相WC与金属Co相结合而成的,业内习惯将其称为硬质合金,而将TiC或Ti(C,N)基合金称为金属陶瓷刀具材料陶瓷陶瓷粗车球铁差速器壳刀具材料CBNCBN方氮化硼是由六方氮化硼和触媒在高温高压下合成的,是继人造金刚石问世后出现的又一种新型高新技术产品
它具有很高的硬度、热稳定性和化学惰性,以及良好的透红外形和较宽的禁带宽度等优异性能,它的硬度仅次于金钢