AV系列主风机组维护检修规程 3 一般规定 3
1 检修前的检查 3
1 检查机组与外部系统水、电、汽,风、介质的吹扫、排凝、隔断情况,应安全可靠
2 检修现场应符合HSE标准,检修前应办好作业票
2 拆卸 3
1 机组拆卸应按拆卸程序进行
2 拆卸时使用的工具应不会对零部件产生损伤,严禁用硬质工具直接在零件的工作表面上敲击
3 对锈死的零件或组合件应用松动剂浸透,再行拆卸
对过盈配合的零部件应使用专用工具
4 零部件拆装前应作好标记
3 吊装 3
1 起吊前,检查吊耳、绳索应符合要求
2 吊装时,不应将钢丝绳、索具直接绑扎在加工面上,绑扎部位应有衬垫或将绳索用软材料包裹
3 起吊转子时,必须使用专用吊具
起吊过程中,要保持转子的轴向水平,严禁发生晃动、摩擦及撞击
4 吊装作业执行SH/T 3515— 1990《大型设备吊装工程施工工艺标准》
4 吹扫和清洗 零部件应用煤油清洗,并用压缩风吹干,清扫后的零部件表面应清洁、无锈垢、无杂物粘附
5 零部件保管 对零部件应分类成套保管,防止丢失
对重要零部件的加工面和大部件应有防锈蚀、防止碰伤的措施,对转子应有防止变形的措施
6 组装 3
1 机器组装应按组装程序进行
2 机器在封闭前必须仔细检查和清理,其内部不得有任何异物
7 记录 应使用规定的记录表,按要求认真填写拆检值和组装值,做到数据齐全,准确、字迹工整
记录各零部件的检查、修复和更换情况
4 变速器检修 4
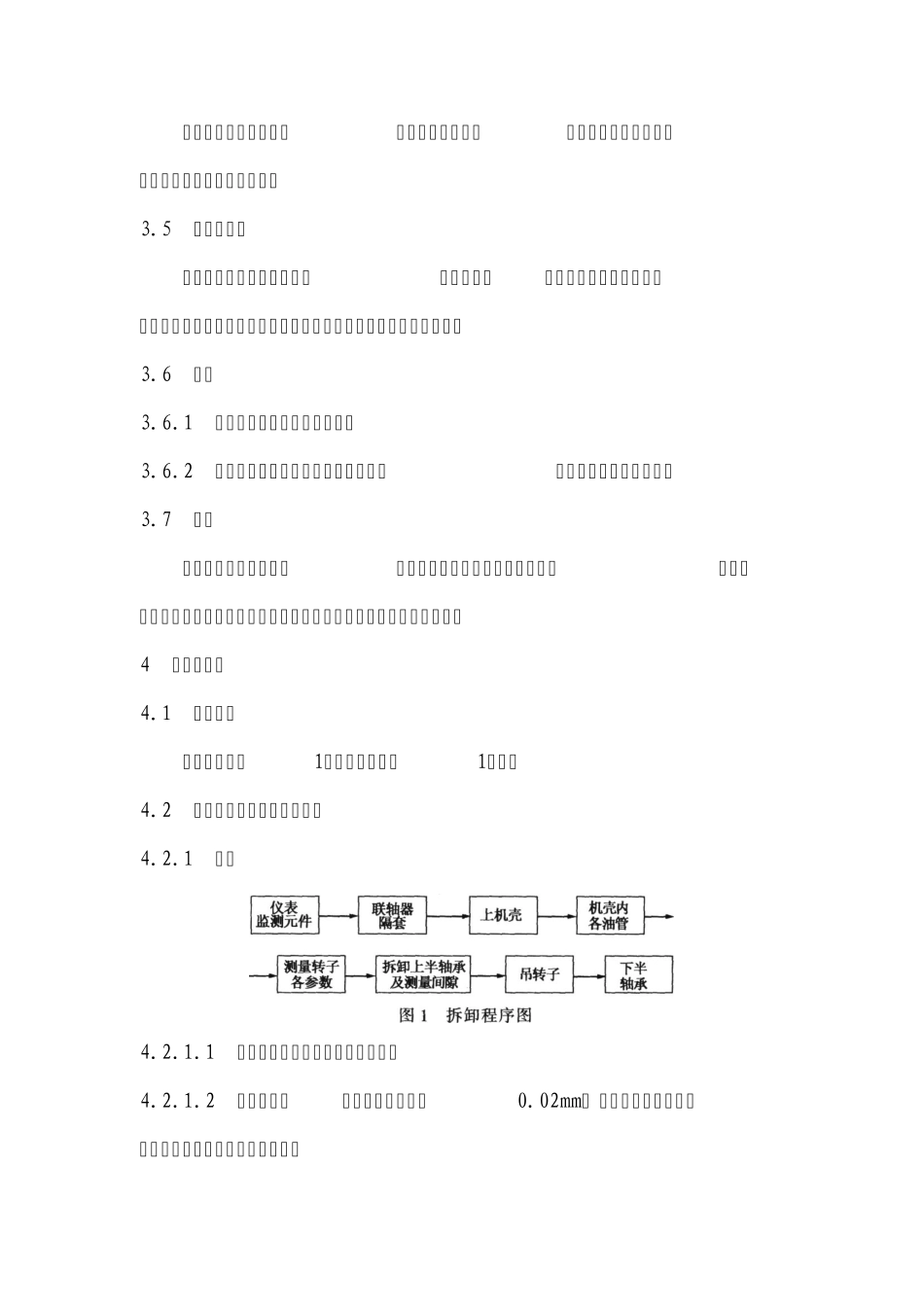
1 拆装程序 拆卸程序见图1,组装程序与图1相反
2 检查项目、内容和质量要求 4
1 转子 4
1 检查转子应无锈蚀、损伤和裂纹
2 轴颈圆度、圆柱度允许偏差为0
02mm, 根据轴颈磨损情况,酌情考