第 1 页 共 13 页 中国重型汽车工业联营公司 China Heav y Du ty Tru ck Corp 企 业 标 准 ENTEVPISE STANDARD 编号 DIN-6930 钢制冲压件 一般公差 根据 DIN6930-83 第2 部分 代替 1972 年4 月版和DIN6930 第3部分71 年10 月版, DIN6930第4 部分71 年10 月版
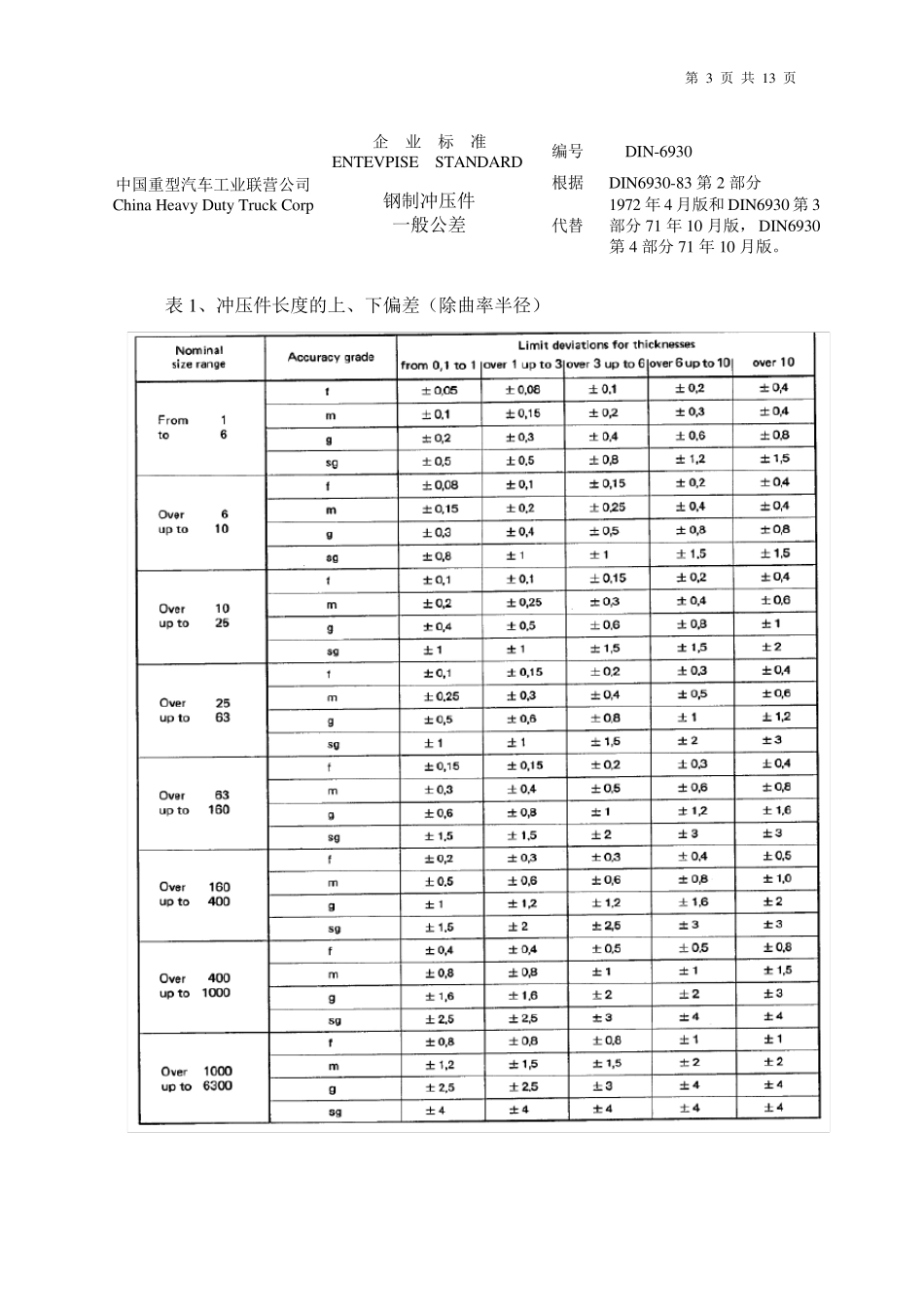
1、用途: 本标准用来简化图纸,并规定了在四个精度等级[即精密级(f)、一般级(m)、粗糙级(g)和特粗级(sg)]情况下,长度、角度、同轴度、对称度的一般公差
在选择精度等级时,应考虑到工厂通常采用的精度
如果需要较小的公差,或者允许较大的公差,且也较经济,则这些公差须—一标注
2、使用范围 本标准规定的一般公差,适用于冷、热加工的钢板冲压件,当在图纸上或在所属的资料中(例:供货条件)出现了参见本标准的标注时,则本标准规定的一般公差同样适用
本标准的一般公差,不适用于精加工(见 VD13345)的零件
在特殊情况下,如果本标准作为由板材生产的半成品零件或由其它钢材生产的零件的标准,则应进行协商
在使用本标准时,最好参照 DIN 3932,冲压件,形状控制标准
DIN 6930 第1 部分适用于冲压件供货技术条件
现有图纸的一般公差见第5 节
3、一般公差 3
1 概况 本标准中所规定的一般公差,不仅考虑了冲压技术的特点,也同时顾及了工具损耗
该公差适用于切割冲压件的光亮范围(见图1) 图1 确定实际尺寸的草图 第 2 页 共 13 页 中国重型汽车工业联营公司 China Heav y Du ty Tru ck Corp 企 业 标 准 ENTEVPISE STANDARD 编号 DIN-6930 钢制冲压件 一般公差 根据 DIN6930-83 第2 部分 代替 1972 年4 月版和