1手工插件工艺规范1范围本规范给出了手工插件工艺设计的基本原则、作业质量标准以及作业者的基本操作方法、要求、标准作业时间等内容
是对手工插件工序的基本作业要求和质量要求
本规范适用于规范产品制造过程中手工插件工艺的编写和基本操作方法
2基本概念及说明手工插件是指产品 PCBA 板在完成 SMT 贴片、机(插件机)插等前工序之后,用手工插入其余元器件(以下简称元件)的工序过程
手工插件之后的工序是 PCBA 板的焊接
因此手工插件的质量是产品制造质量的基础
3手工插件工艺设计基本原则3
1概述手工插件工艺设计的基本原则是:方便操作、提高工作效率、避免质量事故发生
在此基础上合理地进行插入顺序、元件分配、人员配置等安排,并提出相应的要求
2设计原则3
1元件插入顺序整个 PCB 板需手工插入元件的插入顺序的设计应根据元件的外形尺寸和形状等,按由矮到高、由小到大的顺序编排,如图 1 所示
I1I►图 1 元件插入顺序注:少量插入时需要特殊处理的元件(如需卡入、紧固与 PCB 的散热片等)可以安排在前道工序插入并进行相应处理
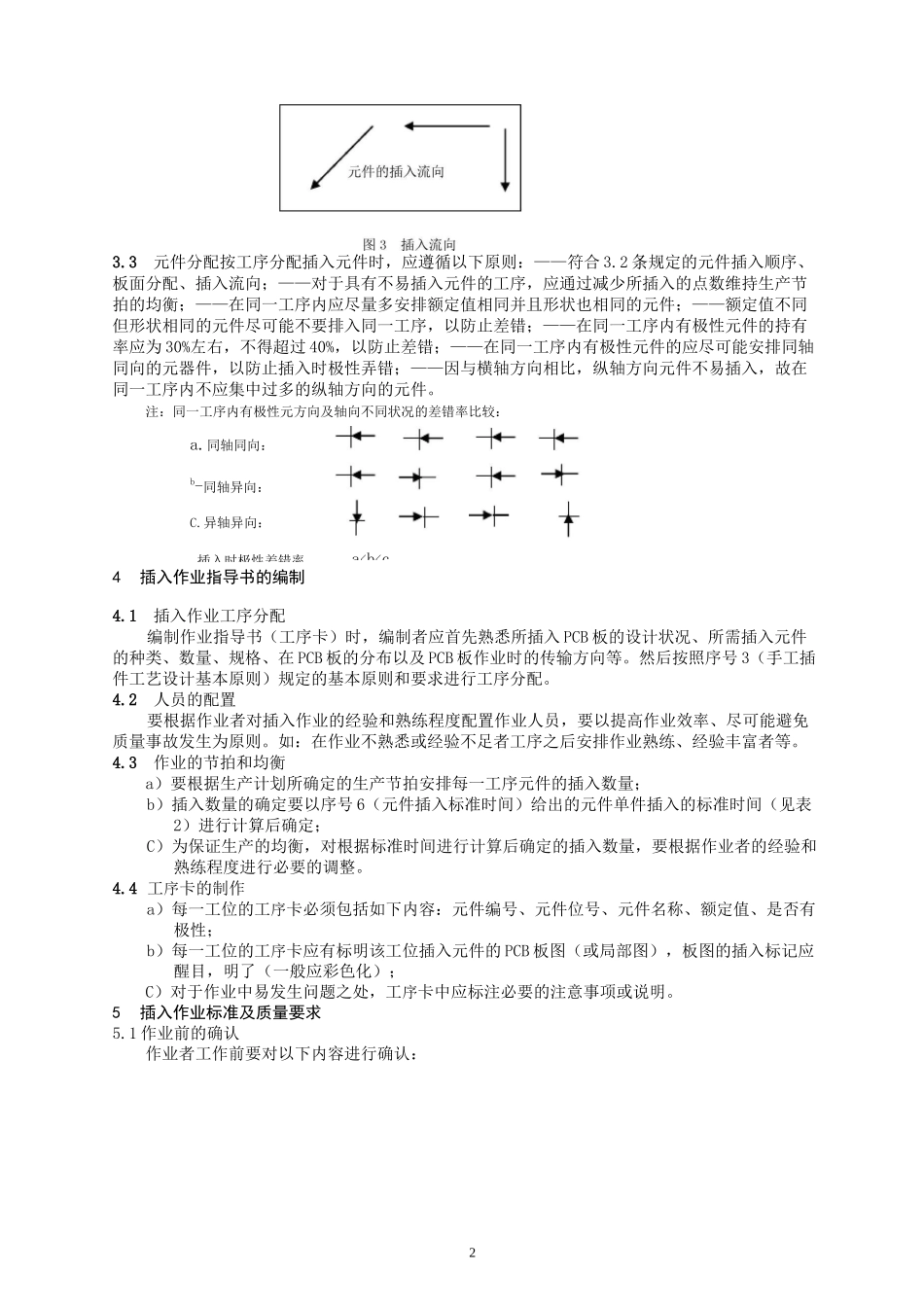
2工序排列时的板面分配设计元件插入工艺时,工序排列时应根据传输带的运行方向对 PCB 板面进行区段划分,根据插入工序及元件的插入数分若干区段,依区段顺序插入,如图 2 所示
图 2 插入时的板面区段划分3
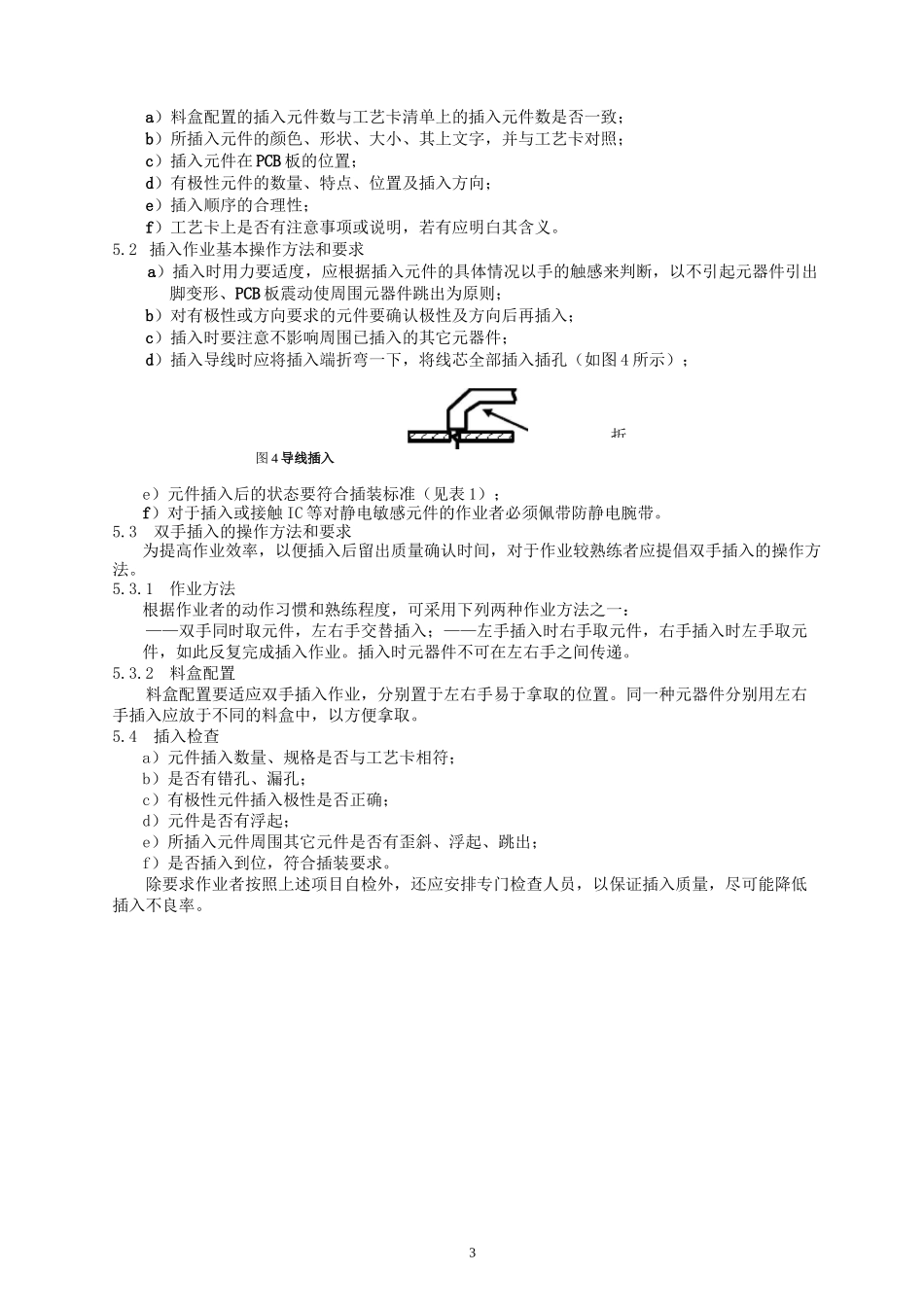
3插入流向元件插入流向应根据生产线体传输带的运行方向进行设计,插入顺序应逆传输带的运行方向排列
例如,传输带是由左向右运行,元件则应由右向左,同时由上向下插入
具体插入流向见图 3
3元件分配按工序分配插入元件时,应遵循以下原则:——符合 3
2 条规定的元件插入顺序、板面分配、插入流向;——对于具有不易插入元件的工序,应通过减少所插入的点数维持生产节拍的均衡;——在同一工序内应尽量多安排额定值相同并且形状也相同的元件;——额定值不