HDPE 管道热熔连接技术要求 HDPE 管道热熔连接应按下列步骤进行: 热熔工具接通电源,到达工作温度指示灯亮后方能开始操作
(1) 切割管材,必须使端面垂直于管轴线
管材切割一般使用管子剪或管道切割机,必要时可使用锋利的钢锯,但切割后管材断面应去除毛边和毛刺
(2) 管材与管件连接端面必须清洁、干燥、无油
(3) 用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深度应符合规范和设计要求
(4) 熔接弯头或三通时,按设计图纸要求,应注意其方向,在管材和管材的直线方向上,用辅助标志标出其位置
(5) 连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时,无旋转把管件推到加热头上,达到规定标志
加热时间必须满足热熔工具生产厂家的规定
(6) 达到加热时间后,立即把管材与管件从加热套与加热头上同时取下,迅速无旋转地直线均匀插入到所标刻度,使接头处粘接均匀牢固
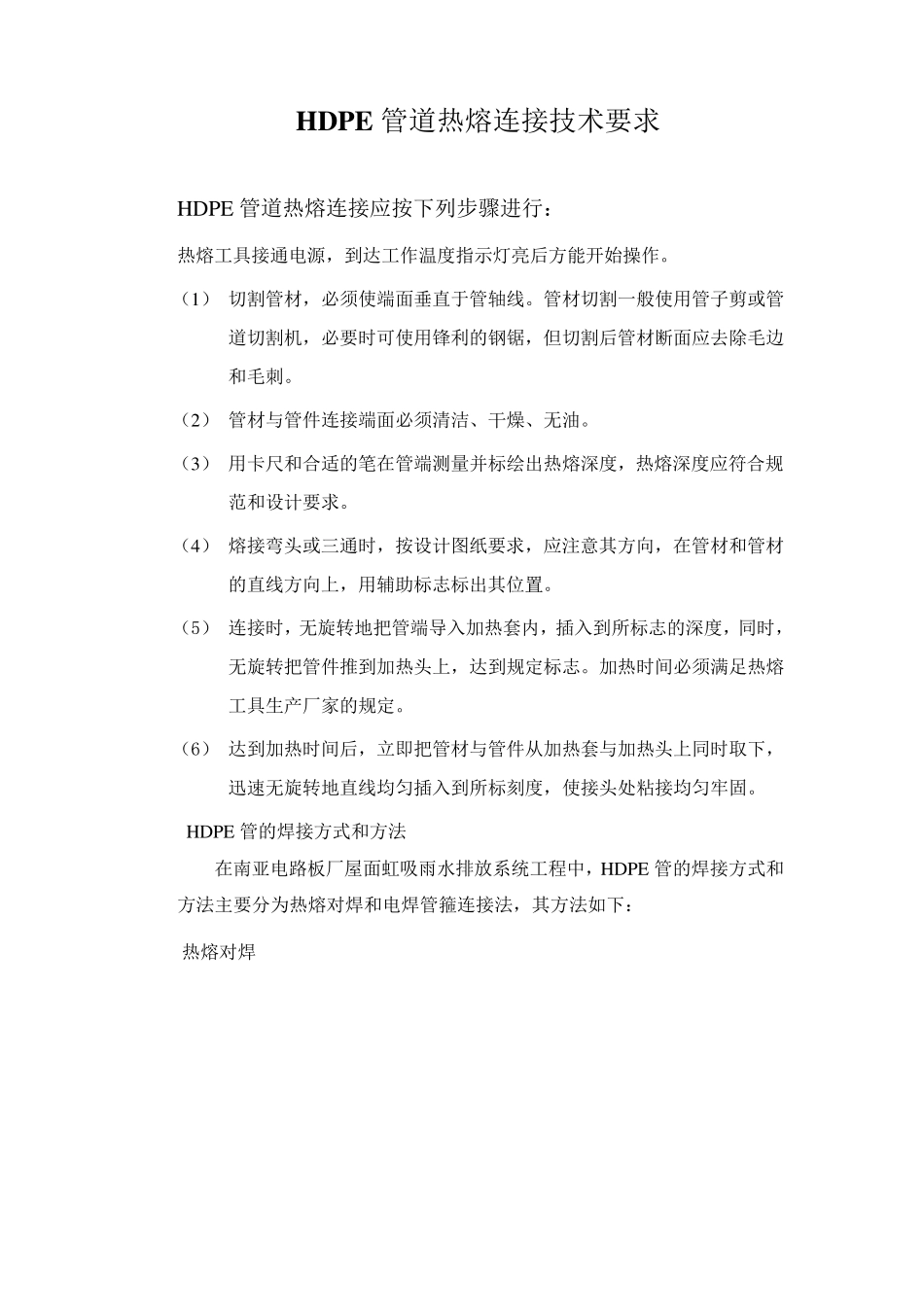
HDPE 管的焊接方式和方法 在南亚电路板 厂屋 面虹 吸 雨 水 排 放 系 统 工程 中 ,HDPE 管的焊接方式和方法主 要分 为 热熔对 焊和电焊管箍 连接法,其方法如 下: 热熔对 焊 (1)电焊机由加热片、切割器以及钳夹器组成
电焊机可用于连接管径 40-315m m 的管件
(2)把需要连接的两管件放置在钳夹器间
确保管道尾端与钳夹器之间的 差距大约 2cm
(3) 将管件顶在切割盘上、切割管道直到两个将被连接的管端都完全一 样、平直以及无缝于管端合拢之间
电焊机: 直径 40m m -160m m (4 )把电焊机的温度稳定在2 1 0 ℃
将两管件仔细地放置于电焊机熔焊片上,直到焊接表面的凸出达到相等于管壁厚 1 /3 的厚度为止
(5)将两管按焊接所需要的压力(参阅刻度)仔细的拼拢
在焊接处完全冷却前,不要松开锁扣把手
(6) 要达到完好的焊接,两管件的焊连