工序图例 工序工艺 1.零件下料、加工 钢板下料前采用矫平机进行矫正,防止钢板不平影响切割质量和下料精度
规则零件采用直条切割机、非规则零件采用数控火焰切割机精切下料,坡口采用半自动切割机精切
2.H 型钢组装 采用 H 型钢生产流水线上的 H 型钢自动组立机组装
3.H 型钢焊接 在 H 型钢生产流水线上的门型埋弧自动焊机上船位焊接
焊接按照工艺要求的焊接顺序施焊,控制焊接变形
4.H 型钢矫正 在专用 H 型钢矫正机上进行变形矫正,矫正后进行端面铣加工,保证构件的长度且提供制孔的基准面
5.H 型钢的下料 H 型钢下料采用带锯机下料,能根据深化图纸中的数据对 H 型钢的端部进行自动切割,较好地保证了 H 钢对接和拼接的精度
1.下料 2.组装 H 型构件 3.H 型构件焊接 4.H 型钢矫正 5.H 型钢下料 工序图例 工序工艺 6.H 型钢的钻孔 H 钢的钻孔采用本公司先进的数控三维钻床,拥有精密度测量系统及软件和H 钢标记系统,重复定位精度达0
01m m ;其能对翼板和腹板进行高速高效地自动钻孔,可满足工程的工期需要和质量要求
7.H 型钢的锁口 H 型钢锁口加工采用日本引入的先进设备进行加工,其能对H 型钢全自动送料、定位、夹紧、锁口及端部坡口自动加工,加工精度高,加工表面质量优
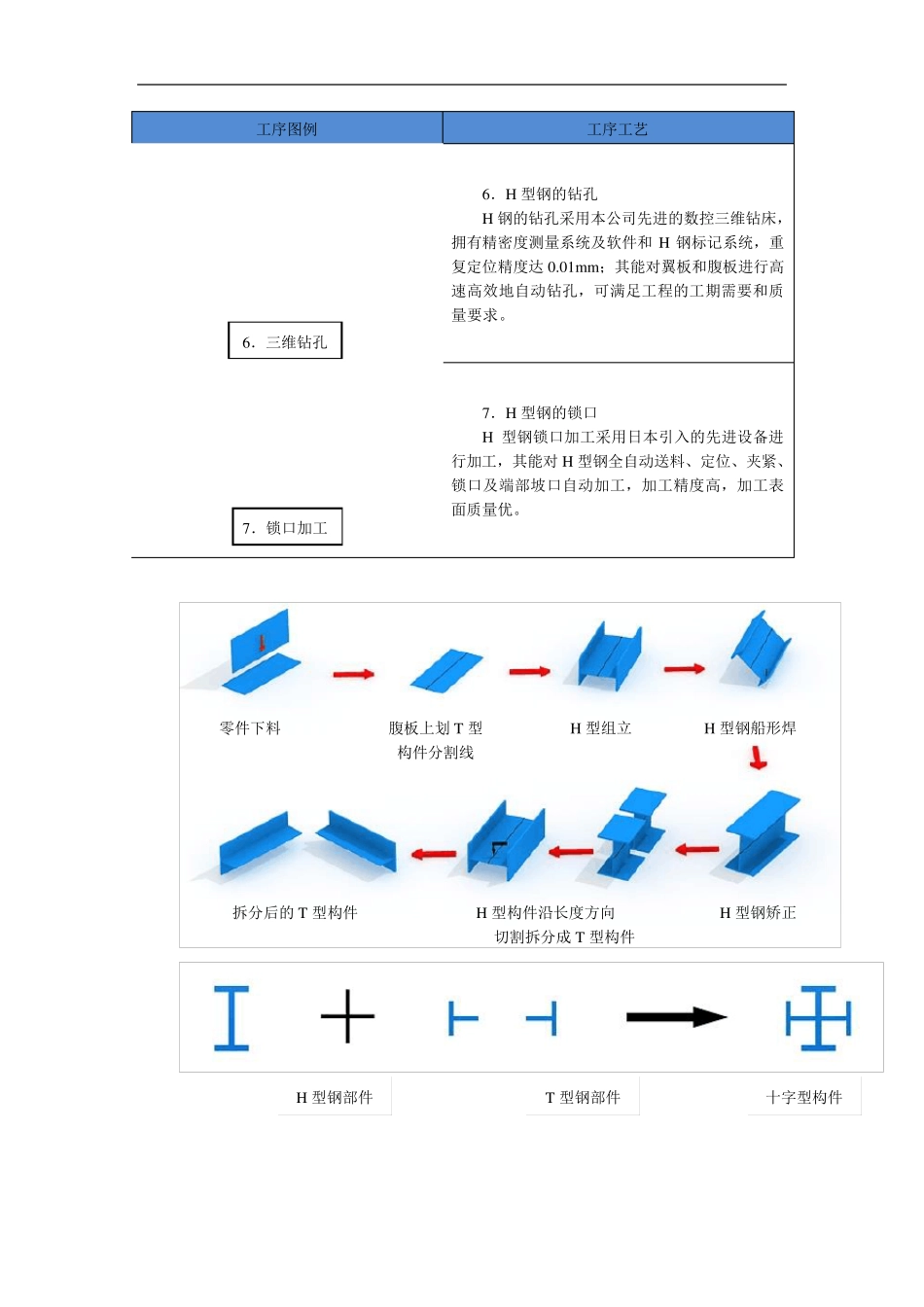
6.三维钻孔 7.锁口加工 十字型构件 T 型钢部件H 型钢部件 零件下料 腹板上划 T 型构件分割线 H 型组立 H 型钢船形焊 H 型钢矫正 H 型构件沿长度方向 切割拆分成 T 型构件 拆分后的T 型构件 5
H 型钢钻孔 1.零件下料 2.H 型钢组焊 3.H 型钢矫正 4.H 型钢下料 6
栓钉焊接 工序图例 制作工序说明 (1) 板材加工 钢板下料前采用矫平机进行矫正,防止钢板不平影响切割质量和下料精度
规则零件采用直条切割机、非规则零件采用数控火焰切割机