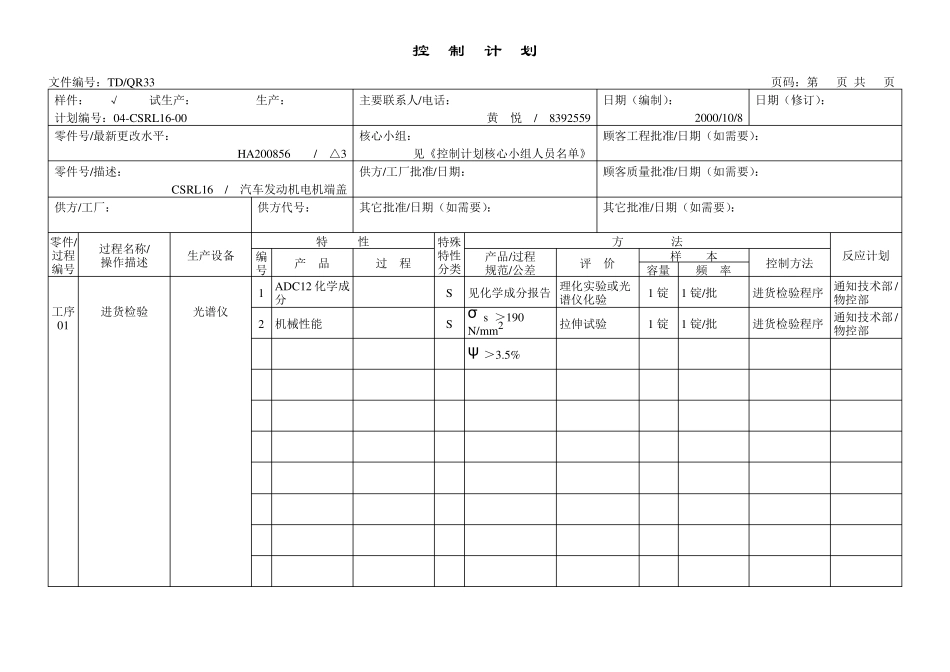
控制计划文件编号:TD/QR33页码:第页 共页样件:√试生产:生产:计划编号:04-CSRL16-00零件号/最新更改水平:零件号/描述:CSRL16/汽车发动机电机端盖供方/工厂:零件/过程名称/过程操作描述编号工序进货检验01主要联系人/电话:黄悦/8392559日期(编制):2000/10/8日期(修订):核心小组:顾客工程批准/日期(如需要):HA200856/△3见《控制计划核心小组人员名单》供方/工厂批准/日期:顾客质量批准/日期(如需要):生产设备光谱仪供方代号:其它批准/日期(如需要):其它批准/日期(如需要):特性方法特殊特性反应计划样本编产品/过程产品过程评价控制方法分类号规范/公差容量频率ADC12 化学成理化实验或光通知技术部/1S见化学成分报告1 锭1 锭/批进货检验程序分谱仪化验物控部σ s >190通知技术部/22机械性能S拉伸试验1 锭1 锭/批进货检验程序N/mm物控部ψ >3
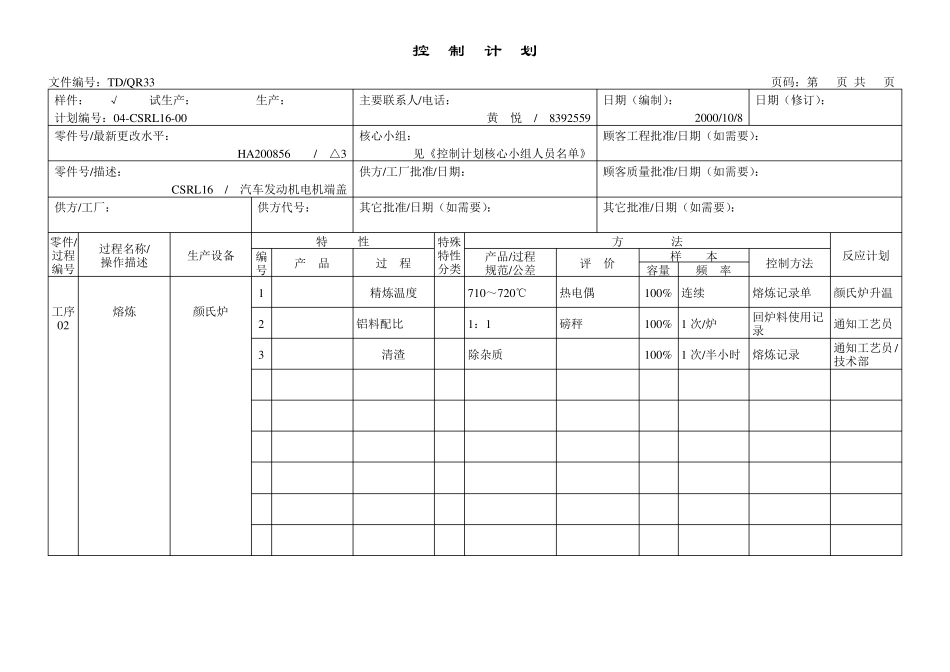
5%控制计划文件编号:TD/QR33页码:第页 共页样件:√试生产:生产:计划编号:04-CSRL16-00零件号/最新更改水平:零件号/描述:CSRL16/汽车发动机电机端盖供方/工厂:零件/过程名称/过程操作描述编号工序熔炼02供方代号:其它批准/日期(如需要):特性特殊特性编产品/过程产品过程分类号规范/公差123精炼温度铝料配比清渣710~720℃1:1除杂质主要联系人/电话:黄悦/8392559日期(编制):2000/10/8日期(修订):其它批准/日期(如需要):方法样本评价容量频率热电偶磅秤100% 连续100% 1 次/炉控制方法熔炼记录单反应计划颜氏炉升温核心小组:顾客工程批准/日期(如需要):HA200856/△3见《控制计划核心小组人员名单》供方/工厂批准/日期:顾客质量批准/日期(如需要):生产设备颜氏炉回炉料使用记通知工艺员录通知工艺员/