一、油封的使用要求 1
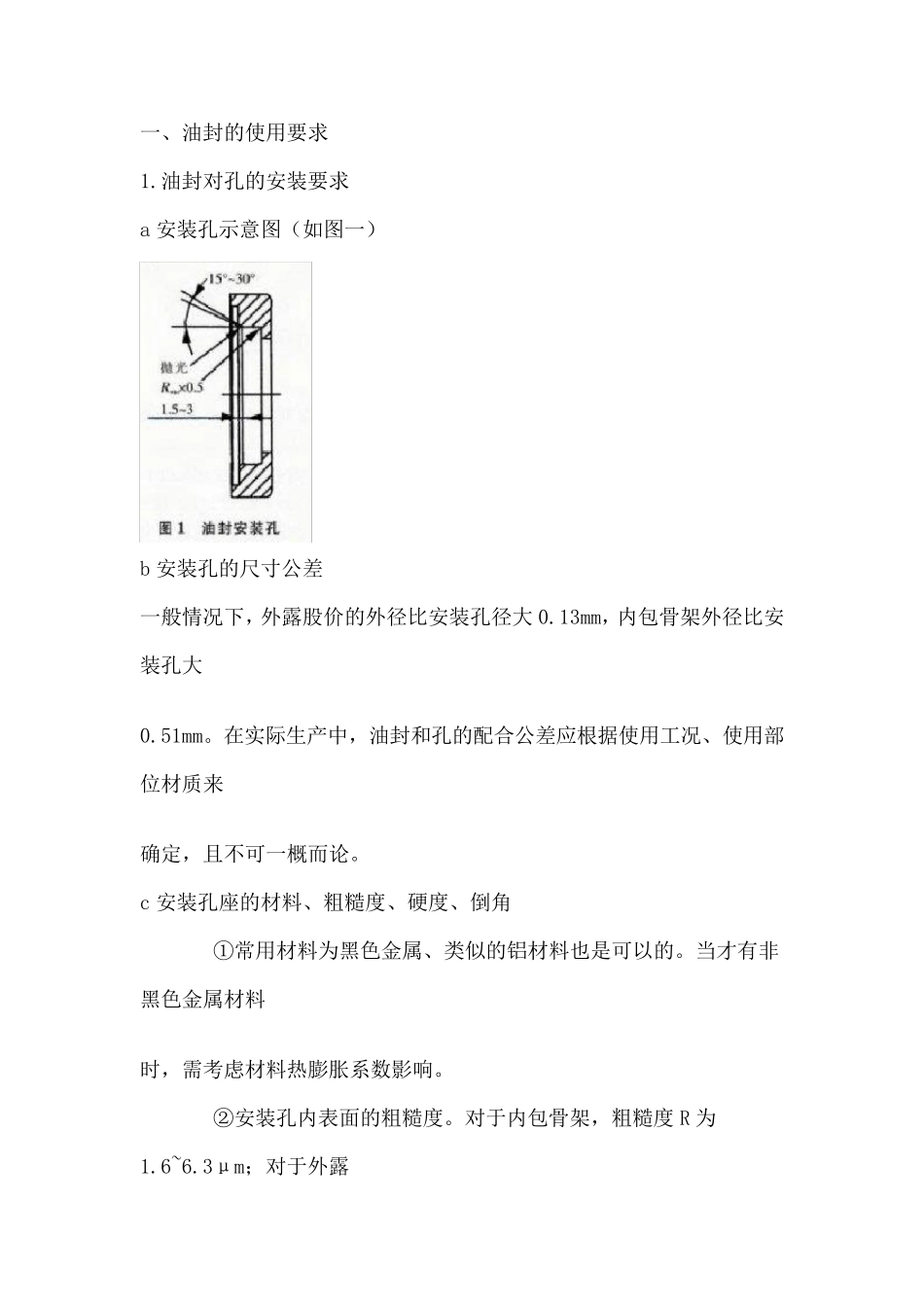
油封对孔的安装要求 a 安装孔示意图(如图一) b 安装孔的尺寸公差 一般情况下,外露股价的外径比安装孔径大0
13mm,内包骨架外径比安装孔大 0
在实际生产中,油封和孔的配合公差应根据使用工况、使用部位材质来 确定,且不可一概而论
c 安装孔座的材料、粗糙度、硬度、倒角 ①常用材料为黑色金属、类似的铝材料也是可以的
当才有非黑色金属材料 时,需考虑材料热膨胀系数影响
②安装孔内表面的粗糙度
对于内包骨架,粗糙度R 为1
3μm;对于外露 骨架,粗糙度R 为0
2μm;对于铝,粗糙度R 为2
5~5μm ③对孔的硬度不做特别要求,但是其硬度必须能维持与油封的过盈量
④孔端倒角一般为15°~30°,深度1
0mm,倒棱处必须抛光处理
油封对轴的安装要求 a
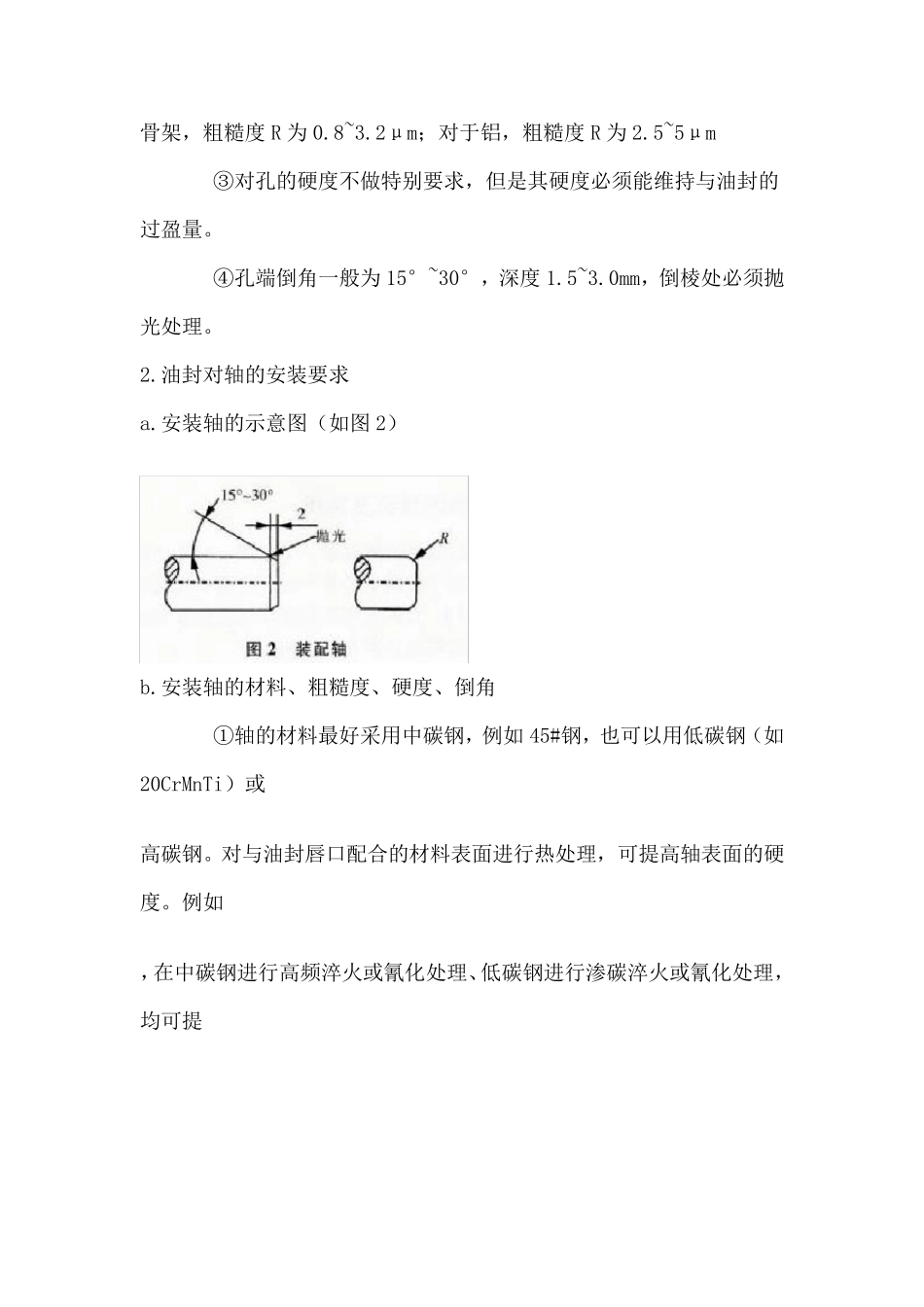
安装轴的示意图(如图 2) b
安装轴的材料、粗糙度、硬度、倒角 ①轴的材料最好采用中碳钢,例如 45#钢,也可以用低碳钢(如20CrMnTi)或 高碳钢
对与油封唇口配合的材料表面进行热处理,可提高轴表面的硬度
例如 ,在中碳钢进行高频淬火或氰化处理、低碳钢进行渗碳淬火或氰化处理,均可提 高轴的耐磨性
②油封最合适的表面粗糙度R 为0
8μm,且轴切痕螺旋角不超过0±0
05° ,油封最经济实用的粗糙度R 为0
③油封配合的轴表面硬度≥30HRC;或表面高频淬火、渗碳淬火或氰化处理, 硬度≥50~64HRC
④轴端倒角一般为15°~30°,深度≥2mm,倒棱处应抛光处理
二、油封的安装 无论油封的结构多么合理,装配场合多么合适,但是只要油封安装不当将会 影响油封的正常使用
事实上,由于安装知识的缺乏或操作不小心导致的安装不 当是使油封寿命缩短或漏油最为常见的原因
安装前,应进行已下检查
检查所用油封尺寸是否和轴、孔相配