-------------复合材料的预浸料模压成型工艺预浸料模压成型工艺基本过程是:将一定量经一定预处理的模压料放入预热的模具内,施加较高的压力使模压料填充模腔
在一定的压力和温度下使模压料逐渐固化,然后将制品从模具内取出,再进行必要的辅助加工即得产品
1.压制前的准备(1)装料量的计算在模压成型工艺中,对于不同尺寸的模压制品要进行装料量的估算,以保证制品几何尺寸的精确,防止物料不足造成废品,或者物料损失过多而浪费材料
常用的估算方法有①形状、尺寸简单估算法,将复杂形状的制品简化成一系列简单的标准形状,进行装料量的估算:②密度比较法,对比模压制品及相应制品的密度,已知相应制品的重量,即可估算出模压制品的装料量:③注型比较法,在模压制品模具中,用树脂、石蜡等注型材料注成产品,再按注型材料的密度、重量及制品的密度求出制品的装料量
(2)脱模剂的涂刷在模压成型工艺中,除使用内脱模剂外,还在模具型腔表面上涂刷外脱模剂,常用的有油酸、石蜡、硬脂酸、硬脂酸锌、有机硅油、硅脂和硅橡胶等
所涂刷的脱模剂在满足脱模要求的前提下,用量尽量少些,涂刷要均匀
一般情况下,酚醛型模压料多用有机油、油酸、硬脂酸等脱模剂,环氧或环氧酚醛型模压料多用硅脂和有机硅油脱模剂,聚酯型模压料多用硬脂酸锌、硅脂等脱模剂
(3)预压将松散的粉状或纤维状的模压料预先用冷压法压成重量一定、形状规整的密实体
采用预压作业可提高生产效率、改善劳动条件,有利于产品质量的提高
(4)预热在压制前将模压料加热,去除水分和其它挥发份,可以提高固化速率,缩短压制周期;增进制品固化的均匀性,提高制品的物理机械性能,提高模压料的流动性
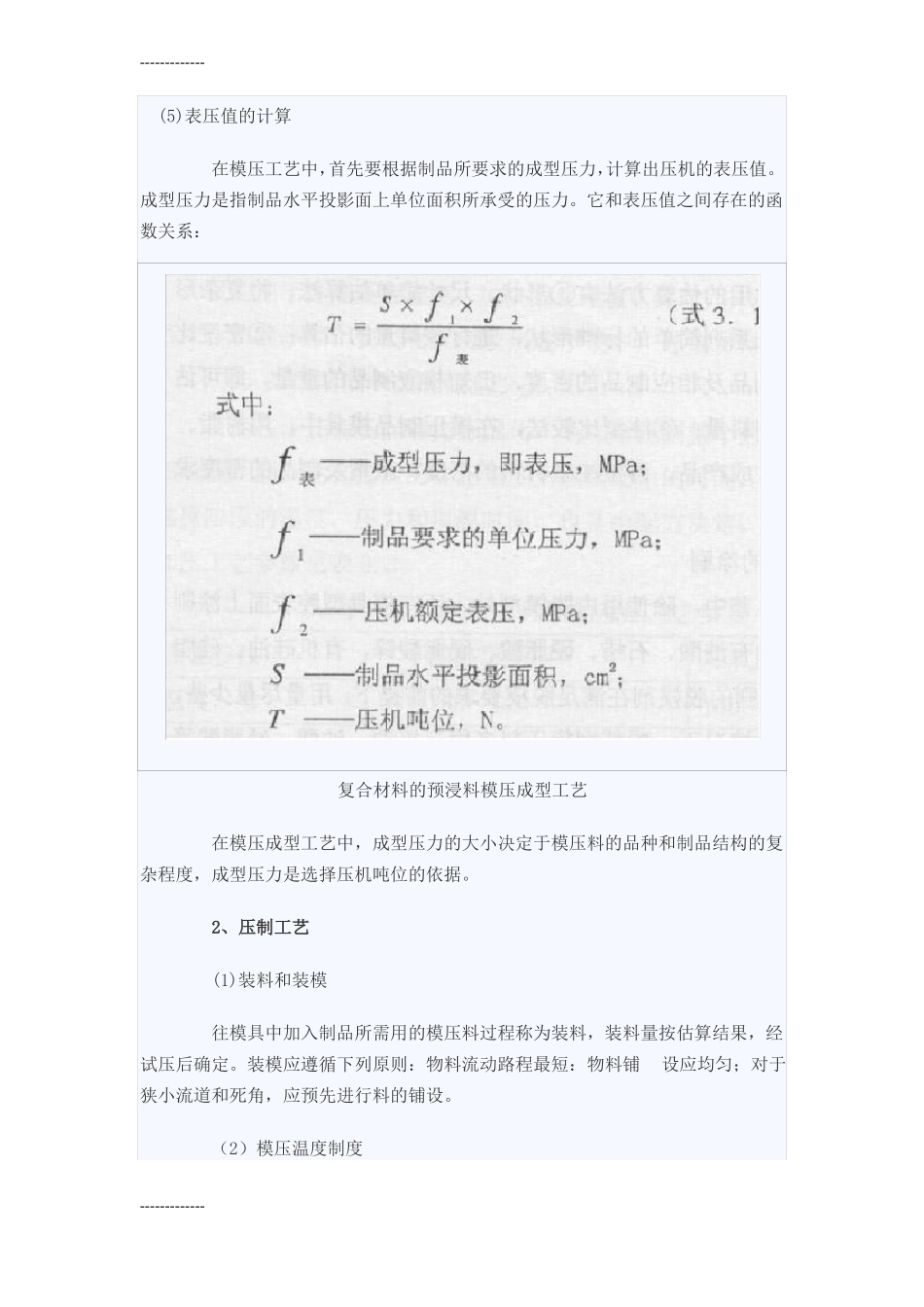
--------------------------(5)表压值的计算在模压工艺中,首先要根据制品所要求的成型压力,计算出压机的表压值
成型压力是指制品水平投影面上单位面积所承受的压力
它和表压值之间存在的