三阶文件 版本 C/0 文件编号 不锈钢罐体制作规范 页数 7 1 文件名:不锈钢罐体制作规范 文件编号: 制定部门:技术部 修 订 记 录 分 发 □质量部 ■生产部 □采购部 □销售部 □行政部 □技术部 修订章节 修 订 内 容 版本 核准/日期 审查/日期 编修/日期 三 阶 文 件 版 本 C/0 文 件 编 号 不 锈 钢 罐 体 制 作 规 范 页 数 7 2 1
目 的 明 确 不 锈 钢 罐 体 的 制 作 方 法 及 过 程 , 规 范 工 作 流 程 , 确 保 产 品 质 量
范 围 适 合 于 缓 冲 罐 、 离 子 罐 、 脱 气 罐 、 高 位 水 箱 等 不 锈 钢 罐 体 的 制 作 3
设 备 工 器 具 、 防 护 用 品 3
1 设 备 工 器 具 : 剪 板 机 、 卷 板 机 、 锉 刀 、 角 磨 机 、 磨 头 机 、 手 电 钻 、 氩 弧 焊机 、 封 头 罐 体 抛 光 机
2 防 护 用 品 : 劳 保 手 套 、 劳 保 鞋 、 焊 接 防 护 服 、 焊 接 面 罩 、 护 目 镜
4、 氩 弧 焊 焊 接 设 备 、 人 员 、 材 料 要 求 4
1 定 期 对 焊 接 设 备 、 工 艺 、 人 员 的 进 行 培 训 , 定 期 ( 6 个 月 ) 一 次
2 焊 接 设 备 为 氩 弧 焊 机 , 输 入 电 源 380V, 最 大 电 流 315A
3 焊 丝 选 用 与 罐 体 材 质 相 同 的 不 锈 钢 焊 丝 316L
4 焊 接 保 护 气 体 选 用 纯 度 为 99. 96%的 高 纯 度 氩 气
5、 工 序 详 述 5
1 剪 板 5
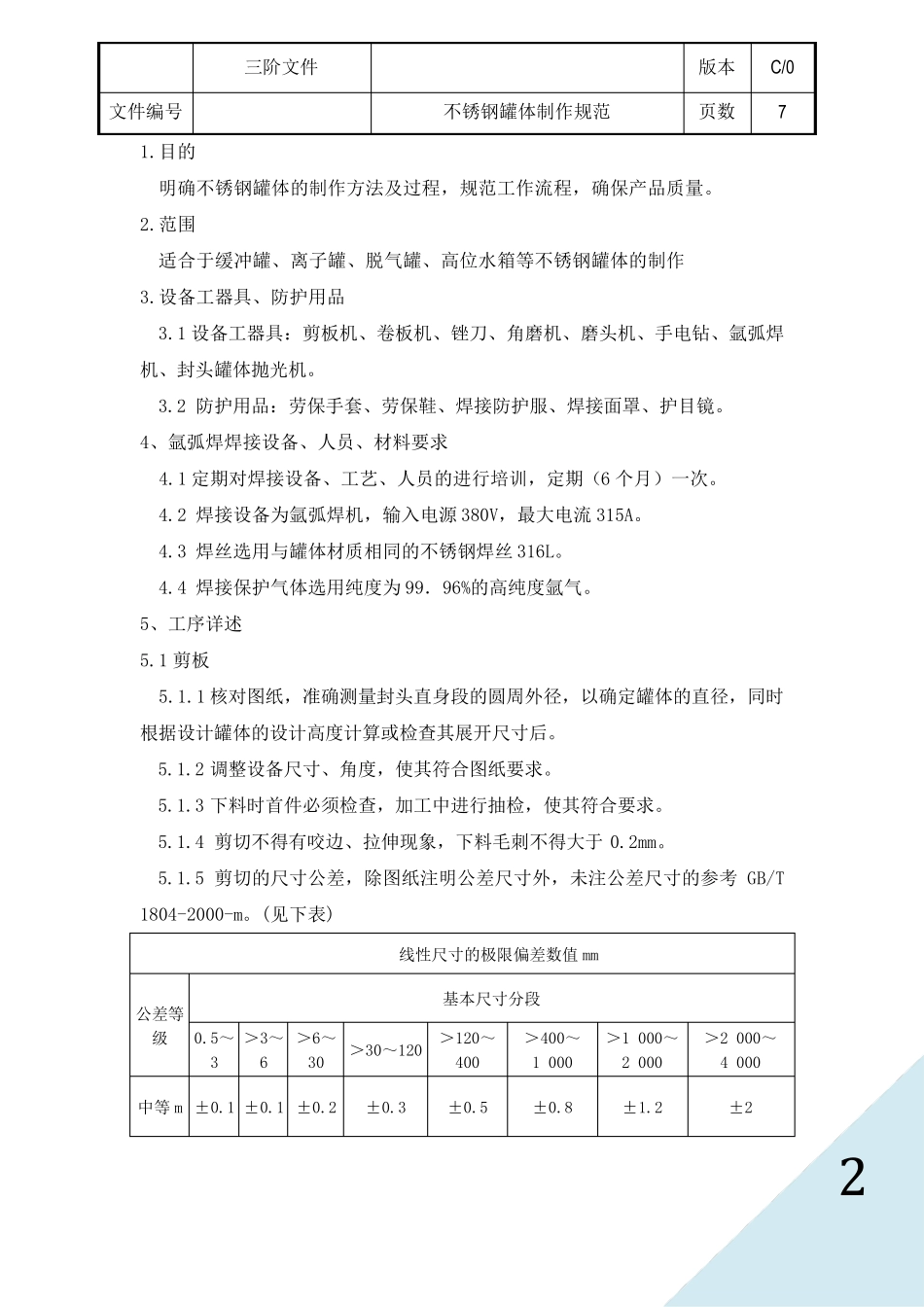
1 核 对 图 纸 , 准 确 测量 封 头 直身段的 圆周外径, 以确 定 罐 体 的 直径, 同