下载后可任意编辑基于 PLC 的刀架自动循环无进给切削控制课程设计报告引言:随着电子与信息技术的不断进展,给我国机床加工设备的现代化提供了强有力的技术支持
用 PLC 模块、操作监控设备等组成电气控制系统,以实现编程输入、人机交互、自动化加工的控制方式,扩大加工能力,减少故障,提高效率,己成为企业进行技术改造的有效途径
可编程序控制器(PLC)应用于刀架无进给切屑电气控制系统的设计思想作了介绍,系统具有全自动运行及手动控制等功能
在具体的设计中,首先根据设计要求,提出了设计方案,并对控制原理进行分析,接着完成了系统硬件设计,在硬件设计中包括 PLC 的选型、主电路的设计和 I/O 接线图设计
最后加上软件的设计使整个系统得以正常的运行
该系统可以实现刀架的自动循环、无进给切削以及快速停车
一、控制电路设计要求:设计并绘制切削加工刀架主电路及控制电路图,要求控制方案安全、可靠,设计并绘制电气安装接线图,并进行程序模拟
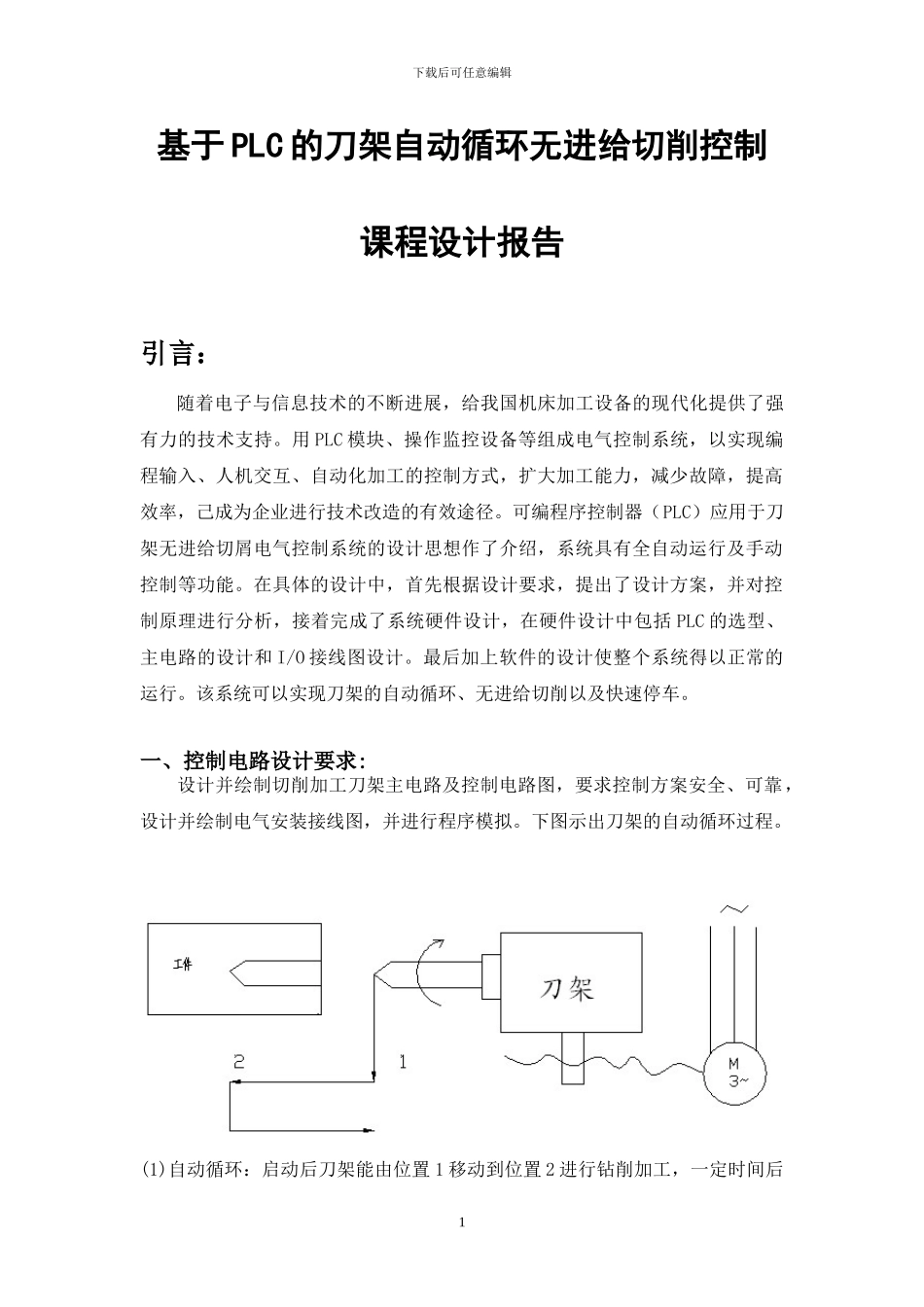
下图示出刀架的自动循环过程
(1)自动循环:启动后刀架能由位置 1 移动到位置 2 进行钻削加工,一定时间后1下载后可任意编辑停止切削并自动退回位置 1;(2)无进给切削:刀具到达位置 2 时不再进给,但钻头继续旋转进行无进给切削以提高工件加工精度;(3)快速停车:当刀架退出后要求快速停车以减少辅助工时
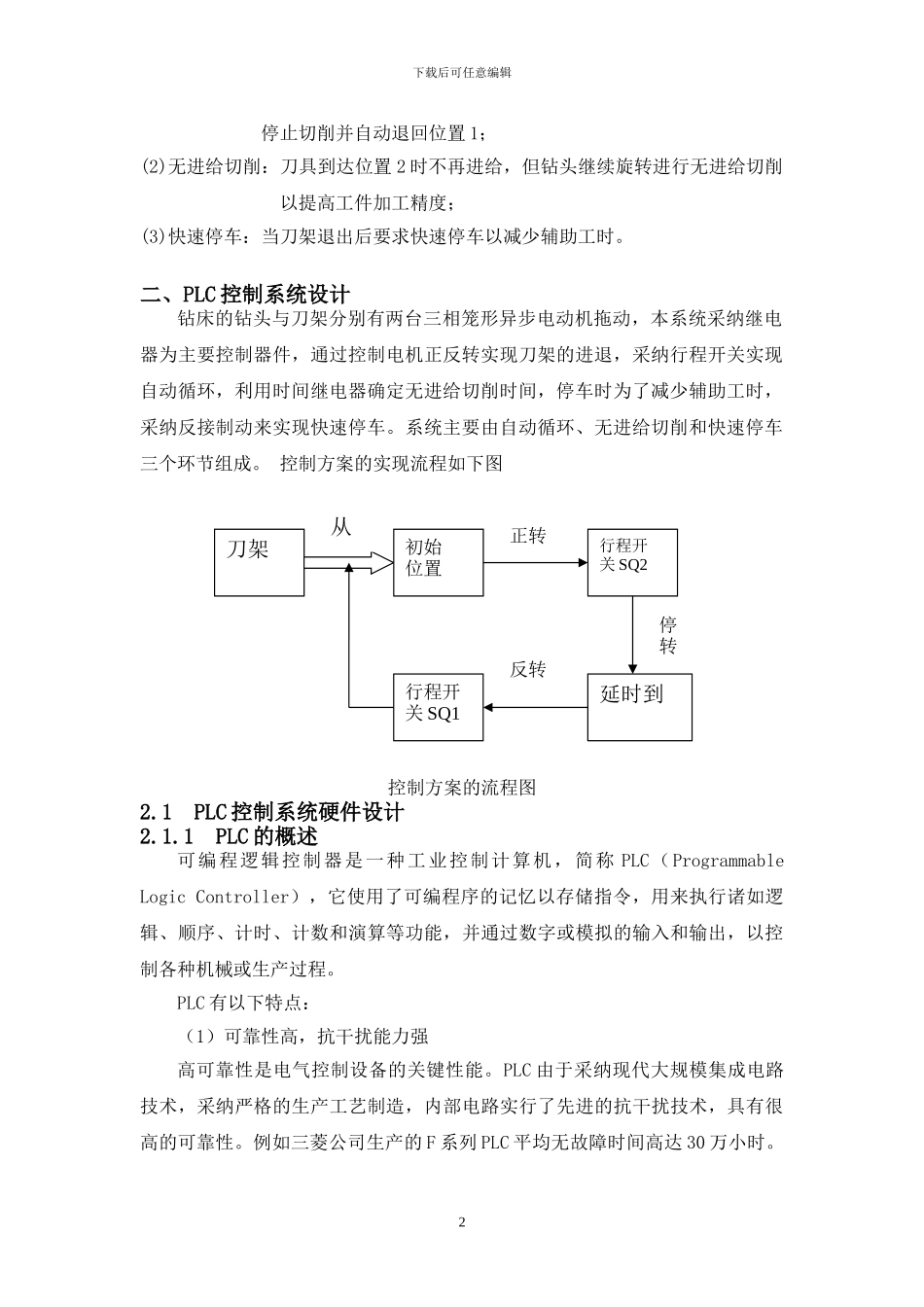
二、PLC 控制系统设计钻床的钻头与刀架分别有两台三相笼形异步电动机拖动,本系统采纳继电器为主要控制器件,通过控制电机正反转实现刀架的进退,采纳行程开关实现自动循环,利用时间继电器确定无进给切削时间,停车时为了减少辅助工时,采纳反接制动来实现快速停车
系统主要由自动循环、无进给切削和快速停车三个环节组成
控制方案的实现流程如下图控制方案的流程图2
1 PLC 控制系统硬件设计2
1 PLC 的概述可编程逻辑控制器是一种工业控制计算机,简称 PLC(Pro