呼伦贝尔学院P L C 编 程 及 应 用 结 课 论 文题 目 基于 PLC 轮胎硫化机的控制系统设计 专 业 电子信息工程 姓 名 学 号 指导老师 摘要 随着汽车工业和轮胎工业的不断进展,轮胎生产企业的不断增加,新建设的高速公2024年12月3日下载后可任意编辑路不断投入使用,现实需要我们不断提高轮胎的质量,对轮胎的均匀性提出了越来越高的要求,也对硫化机的工作精度提出了越来越高的要求
现在硫化机的基本要求是高质、高产、可靠长寿
关键词:定时 PLC 控制 轮胎工业 第一章 绪论1
轮胎硫化机的控制系统的背景在我国随着汽车工业和轮胎工业的不断进展,对轮胎的均匀性提出了越来越高的要求,也对硫化机的工作精度提出了越来越高的要求
轮胎生产过程中,轮胎在模型内部进行进行硫化时的压力和温度的变化直接影响轮胎的质量,这就要求在进行硫化时,严格根据工艺规定的温度进行控制和监控,而 PLC 正是当前硫化机的首选控制器
PLC 作为一种新型的工业控制器,以其通用性好、可靠性高、安装灵活、扩展方便、性价比高等一系列优点,而在轮胎工业中得到越来越广泛地应用,一定程度的推广,大大降低了操作人员的劳动强度,改善了操作人员的工作环境,使其成为轮胎内硫化机首选的控制器,为我们带来很好的社会效益和经济效益
PLC 的基本概念可编程控制器是一种数字运算操作的电子系统,专为工业环境而设计
早期的可编程控制器称作可编程逻辑控制器,简称 PLC
它主要用来代替继电器实现逻辑控制
随着技术的进展,这种装置的功能已经大大超过了逻辑控制范围,因此,今日这种装置称作可编程控制器,简称 PC
但是为了避开与个人计算机的简称混淆,所以将可编程控制器简称为 PLC
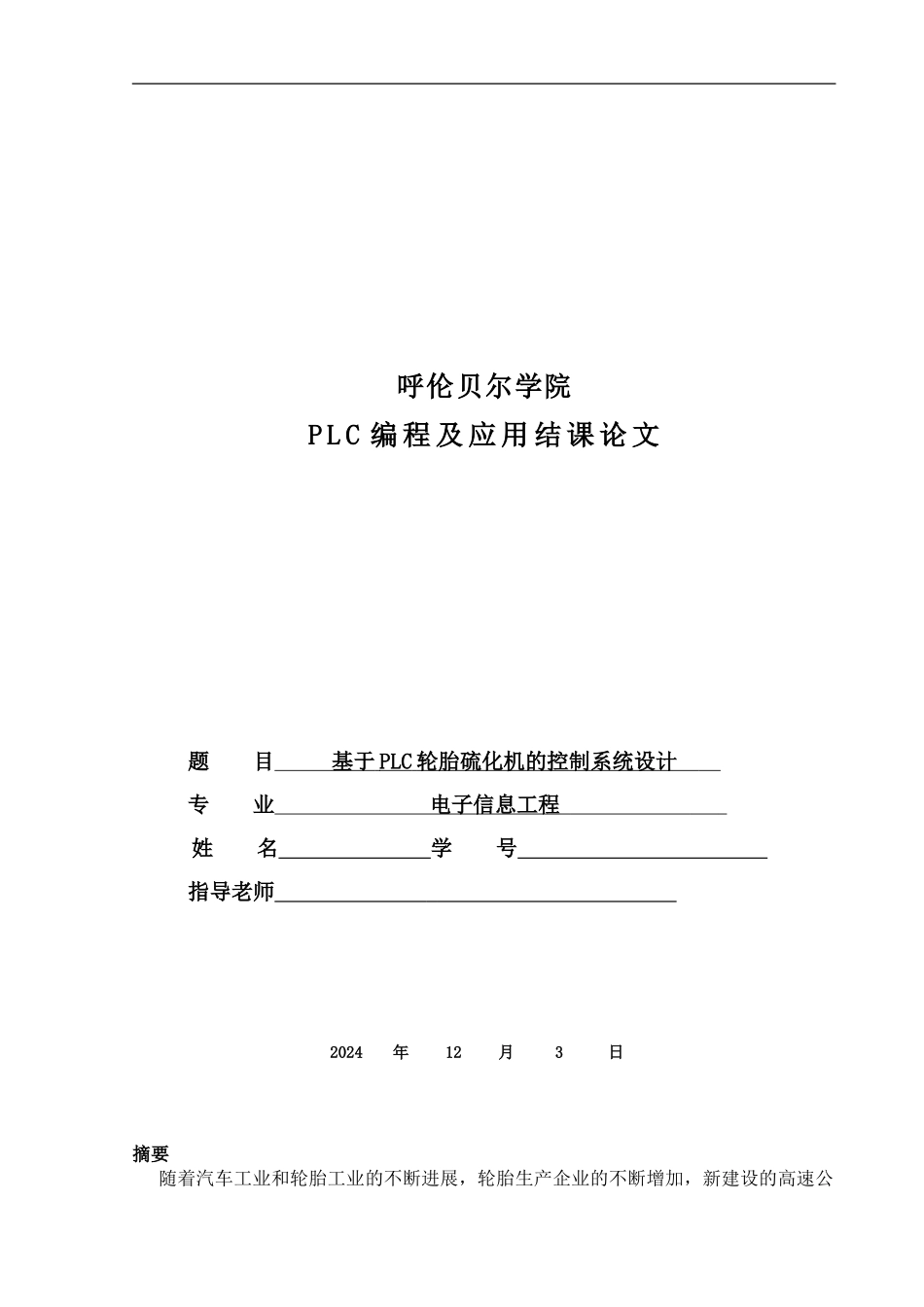
第二章 程序设计及仿真1.系统的程序设计及说明系统的主梯形图如下所示:图 1 初始化 初始化 SM0
1 以及其他五步复位、S0