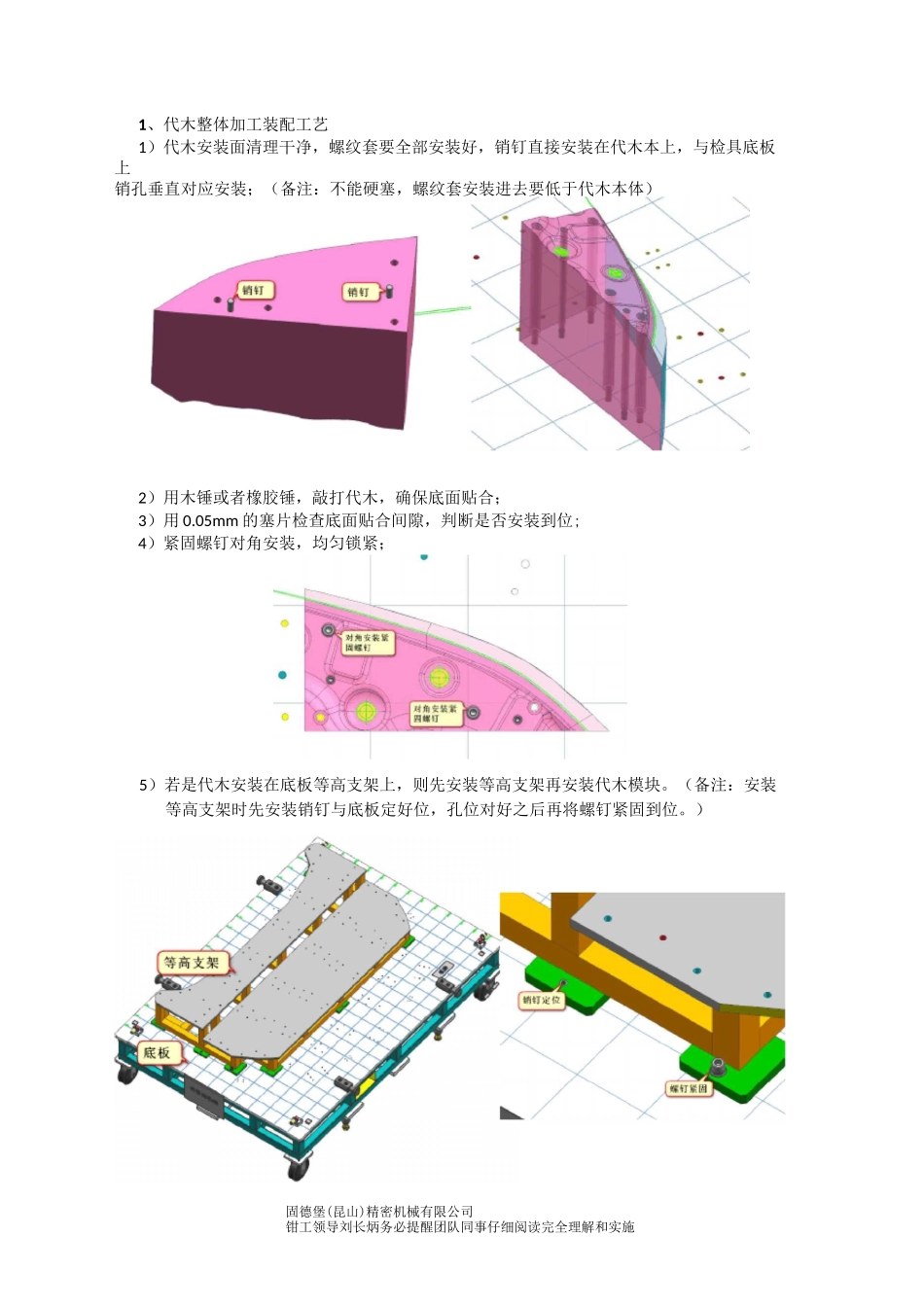
固德堡(昆山)精密机械有限公司钳工领导刘长炳务必提醒团队同事仔细阅读完全理解和实施1、代木整体加工装配工艺1)代木安装面清理干净,螺纹套要全部安装好,销钉直接安装在代木本上,与检具底板上销孔垂直对应安装;(备注:不能硬塞,螺纹套安装进去要低于代木本体)2)用木锤或者橡胶锤,敲打代木,确保底面贴合;3)用 0
05mm 的塞片检查底面贴合间隙,判断是否安装到位;4)紧固螺钉对角安装,均匀锁紧;5)若是代木安装在底板等高支架上,则先安装等高支架再安装代木模块
(备注:安装等高支架时先安装销钉与底板定好位,孔位对好之后再将螺钉紧固到位
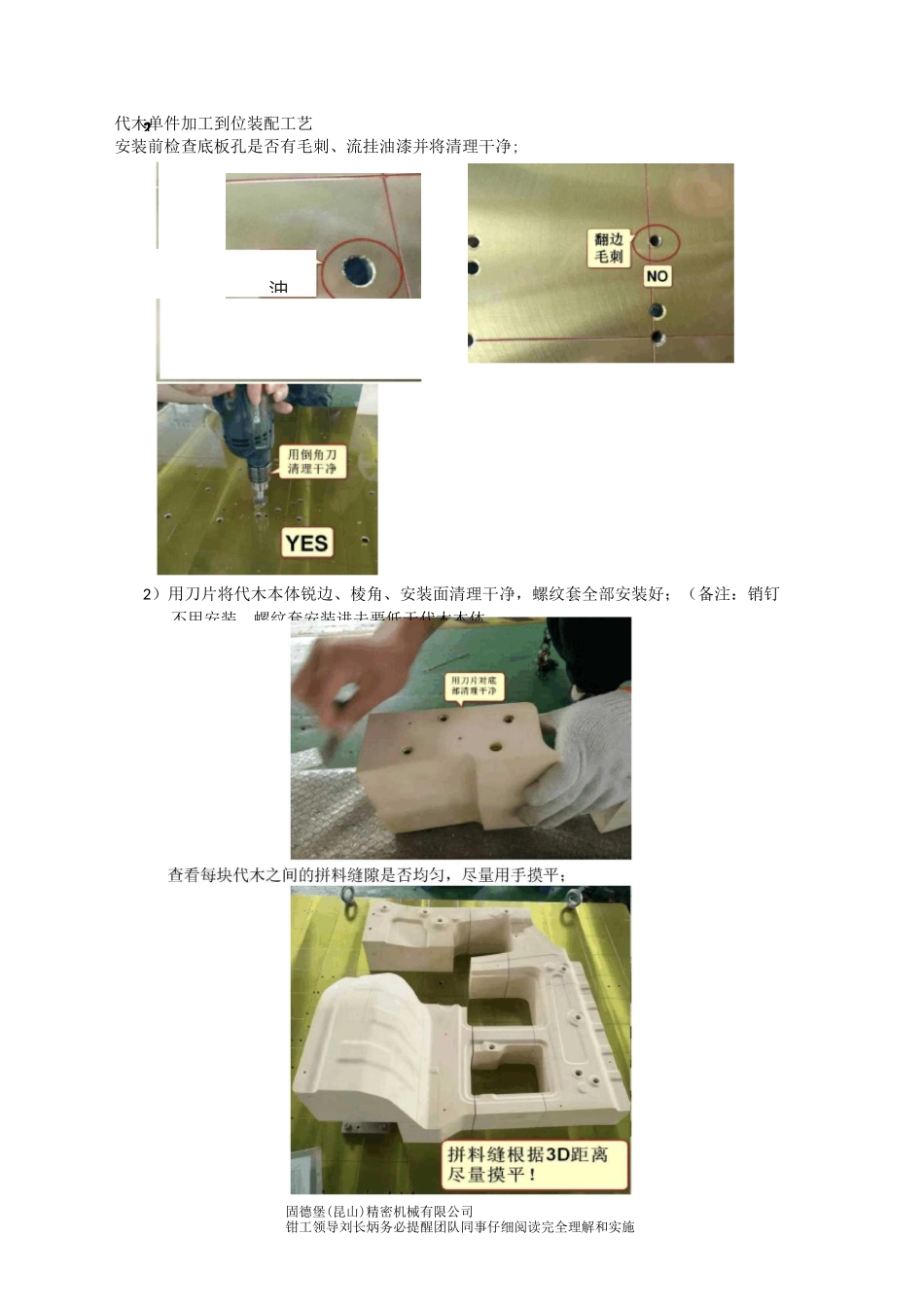
)21固德堡(昆山)精密机械有限公司钳工领导刘长炳务必提醒团队同事仔细阅读完全理解和实施代木单件加工到位装配工艺安装前检查底板孔是否有毛刺、流挂油漆并将清理干净;油2)用刀片将代木本体锐边、棱角、安装面清理干净,螺纹套全部安装好;(备注:销钉不用安装,螺纹套安装进去要低于代木本体
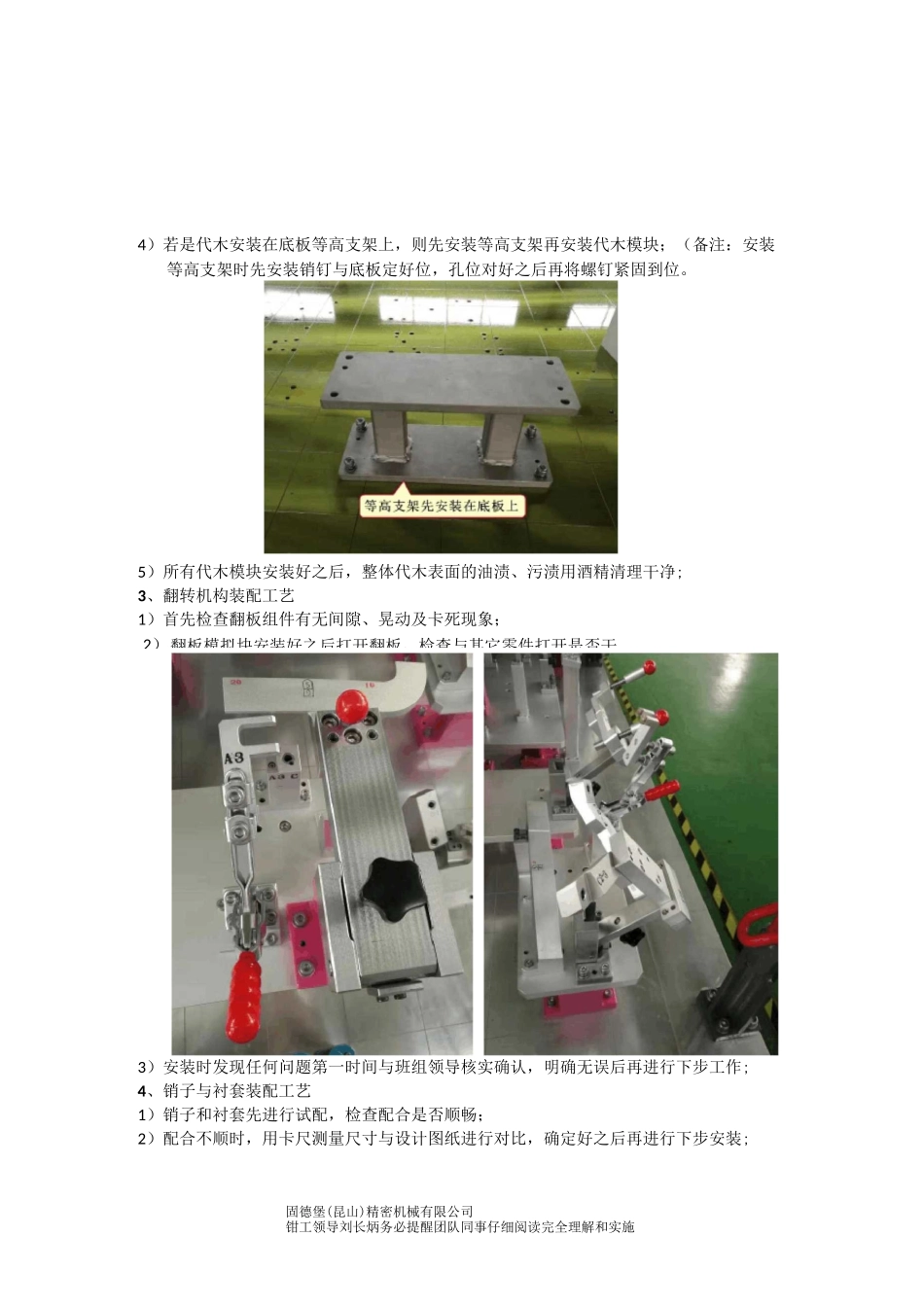
2)固德堡(昆山)精密机械有限公司钳工领导刘长炳务必提醒团队同事仔细阅读完全理解和实施4)若是代木安装在底板等高支架上,则先安装等高支架再安装代木模块;(备注:安装等高支架时先安装销钉与底板定好位,孔位对好之后再将螺钉紧固到位
5)所有代木模块安装好之后,整体代木表面的油渍、污渍用酒精清理干净;3、翻转机构装配工艺1)首先检查翻板组件有无间隙、晃动及卡死现象;3)安装时发现任何问题第一时间与班组领导核实确认,明确无误后再进行下步工作;4、销子与衬套装配工艺1)销子和衬套先进行试配,检查配合是否顺畅;2)配合不顺时,用卡尺测量尺寸与设计图纸进行对比,确定好之后再进行下步安装;翻板模拟块安装好之后打开翻板,检查与其它零件打开是否干钳工部门备忘本文件长期置于钳工部门,并在管理部存档钳工部门备忘本文件长期置于钳工部门,并在管理部存档固德堡(昆山)精密机械有限公司钳工领导刘长炳务必