精品文档---下载后可任意编辑伺服调整确认表本“伺服调整确认表”的目的是:机床初步调整时进行最起码需要的伺服调整,把其结果报告给 MTB,使他们了解伺服调整的重要性,并提高配 FANUC 系统的机床的质量
在 MTB 的车间进行初步调整时,必须按这个表里的顺序进行调整,把其结果报告给 MTB,并报告给北京 FANUC 技术部和 FANUC 伺服讨论所
确认项目内容备考测试调整前的圆弧形状测试 R10 F1000 的圆弧形状测试 R10 F4000 的圆弧形状参数初始化用“参数设定支援”画面进行一下子设定0i-D 可选用 SERVO GUIDE 的调整导航器进行设定31i-A滤波器调整用 SERVO GUIDE 的调整导航器进行调整增益调整用 SERVO GUIDE 的调整导航器进行调整用“参数设定支援”画面进行一下子调整0i-D:用导航器或者设定支援快速进给加减速时间常数调整#1620=100 为初始设定(确认 TCMD 不饱和)假如用户要求尽量缩短,用调整导航进行调整测试调整后的圆弧形状测试 R10 F1000 的圆弧形状测试 R10 F4000 的圆弧形状提出调整报告提出给用户和 FANUC 伺服讨论所调整内容在 MTB 的车间进行伺服调整时,按下述顺序进行调整、实行数据,以结果作出报告书,把其结果报告给 MTB
同时,把其结果转发给 FANUC 伺服讨论所
确认项目 1 :测试调整前的圆弧形状 在调整前的状态下,测试圆弧形状
条件如下: 半径 = 10mm、进给速度 = 4000mm/min 半径 = 10mm、进给速度 = 1000mm/min保存数据后,把它贴在报告书上
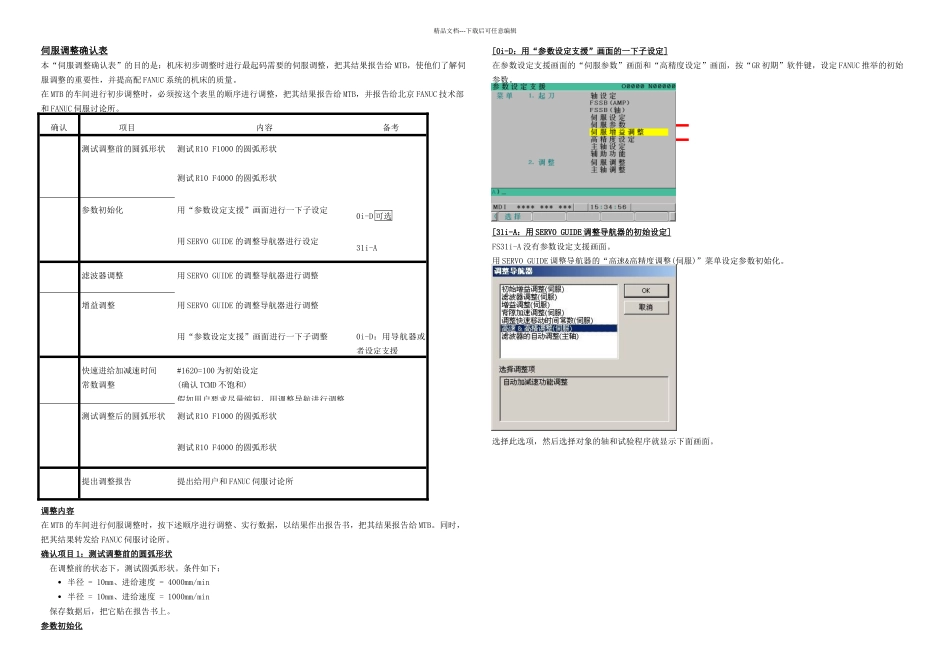
参数初始化[0i-D :用“参数设定支援”画面的一下子设定 ] 在参数设定支援画面的“伺服参数”画面和“高精度设定”画面,按“GR 初期”软件键,设定 FANUC 推举的初始参数
[31i-A