143模块三数控系统PLC 编程项目五认识数控机床用PLC一、PLC 基本结构数控机床所受到的控制可分为两类:数字控制和顺序控制
数字控制主要指对各进给轴进行精确的位置控制,包括:轴移动距离、插补、补偿等
顺序控制主要指以CNC 内部和机床各行程开关、传感器、按钮、继电器等的开关量信号状态为条件,并按照预先规定的逻辑顺序对诸如主轴的起停、刀具的转换、工件的夹紧松开、液压、冷却、润滑系统的运行等进行的控制
与“数字控制”比较,“顺序控制”的信息主要是开关量信号
PLC 控制的范围包括全部顺序控制和简单的数字控制(如:轴点动)
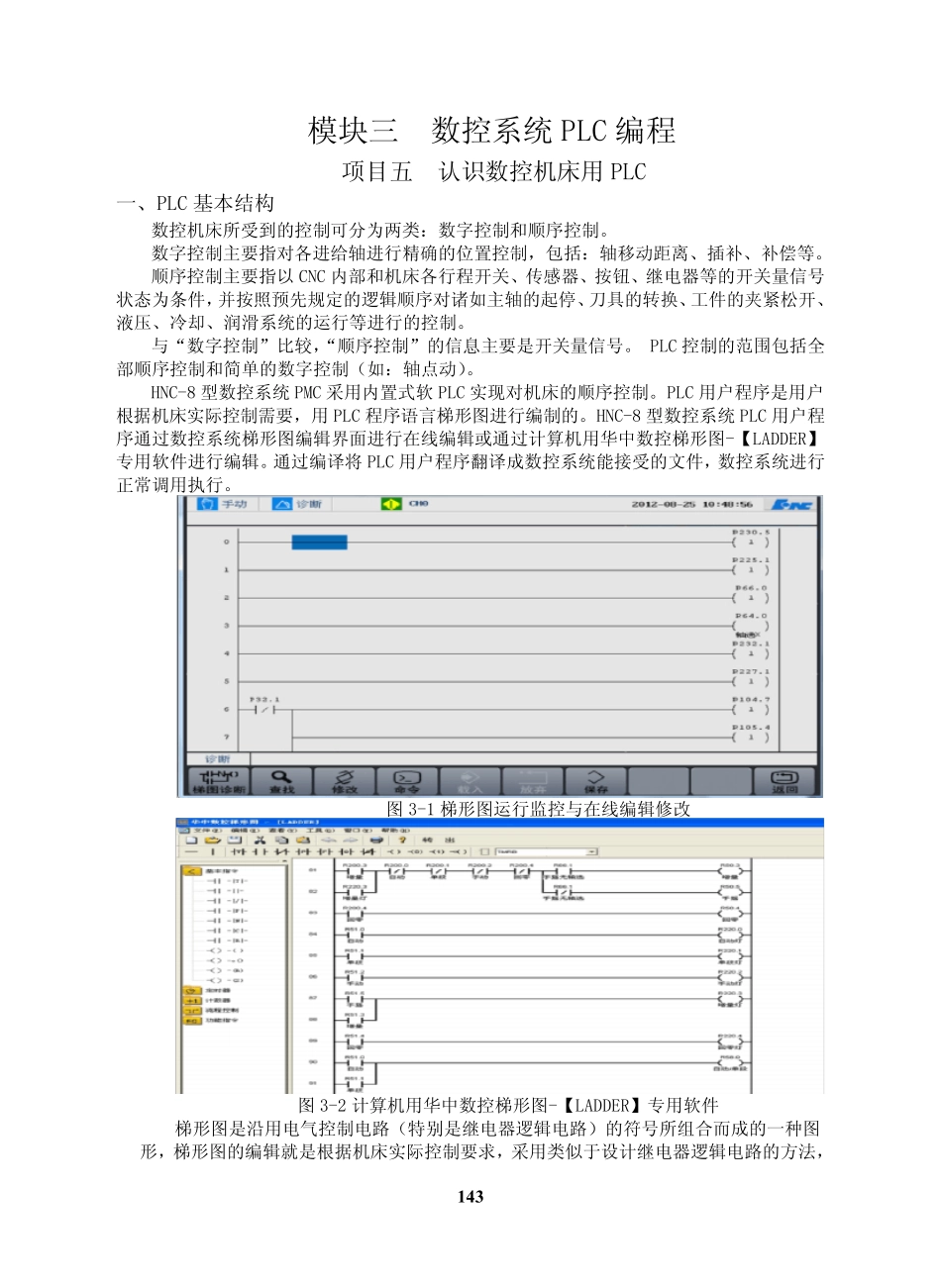
HNC-8 型数控系统PMC 采用内置式软 PLC 实现对机床的顺序控制
PLC 用户程序是用户根据机床实际控制需要,用PLC 程序语言梯形图进行编制的
HNC-8 型数控系统PLC 用户程序通过数控系统梯形图编辑界面进行在线编辑或通过计算机用华中数控梯形图-【LADDER】专用软件进行编辑
通过编译将 PLC 用户程序翻译成数控系统能接受的文件,数控系统进行正常调用执行
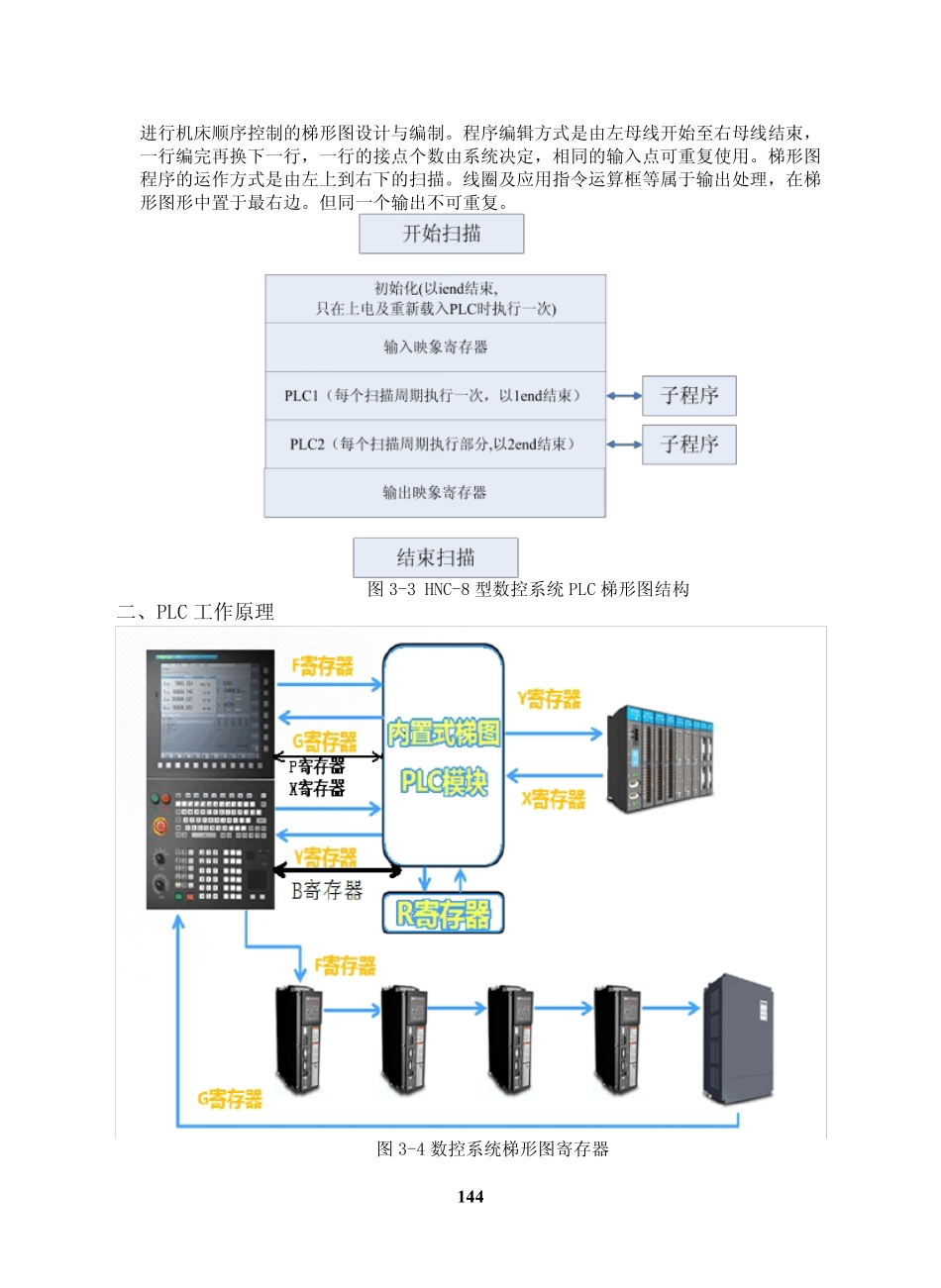
图 3-1 梯形图运行监控与在线编辑修改图 3-2 计算机用华中数控梯形图-【LADDER】专用软件梯形图是沿用电气控制电路(特别是继电器逻辑电路)的符号所组合而成的一种图形,梯形图的编辑就是根据机床实际控制要求,采用类似于设计继电器逻辑电路的方法,144进行机床顺序控制的梯形图设计与编制
程序编辑方式是由左母线开始至右母线结束,一行编完再换下一行,一行的接点个数由系统决定,相同的输入点可重复使用
梯形图程序的运作方式是由左上到右下的扫描
线圈及应用指令运算框等属于输出处理,在梯形图形中置于最右边
但同一个输出不可重复
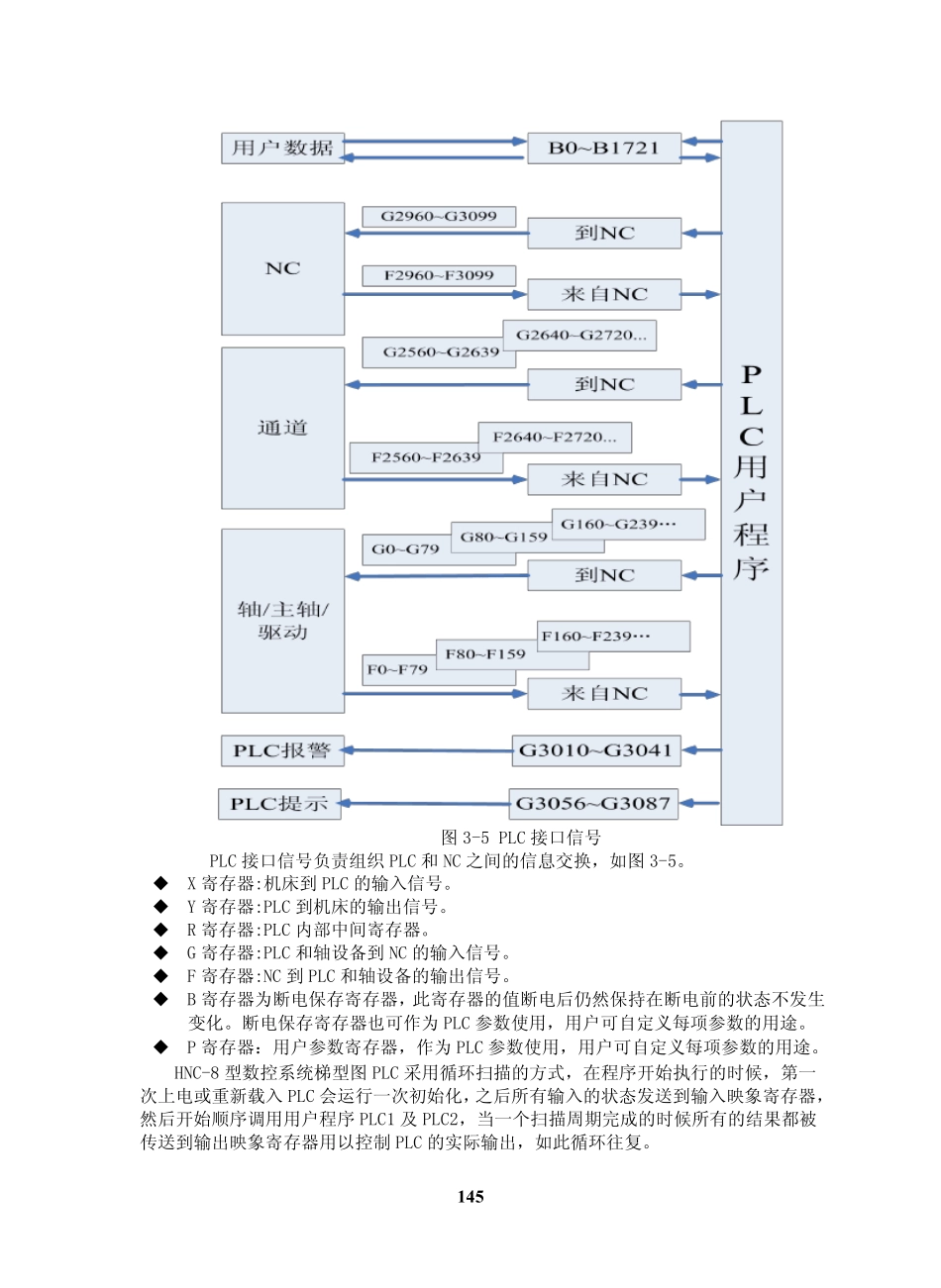
图3-3 HNC-8 型数控系统PLC 梯形图结构二、PLC 工作原理图3-4 数控系统梯形图寄存器145图3-5 PLC 接口信号PLC 接口信号负责组织PLC 和N