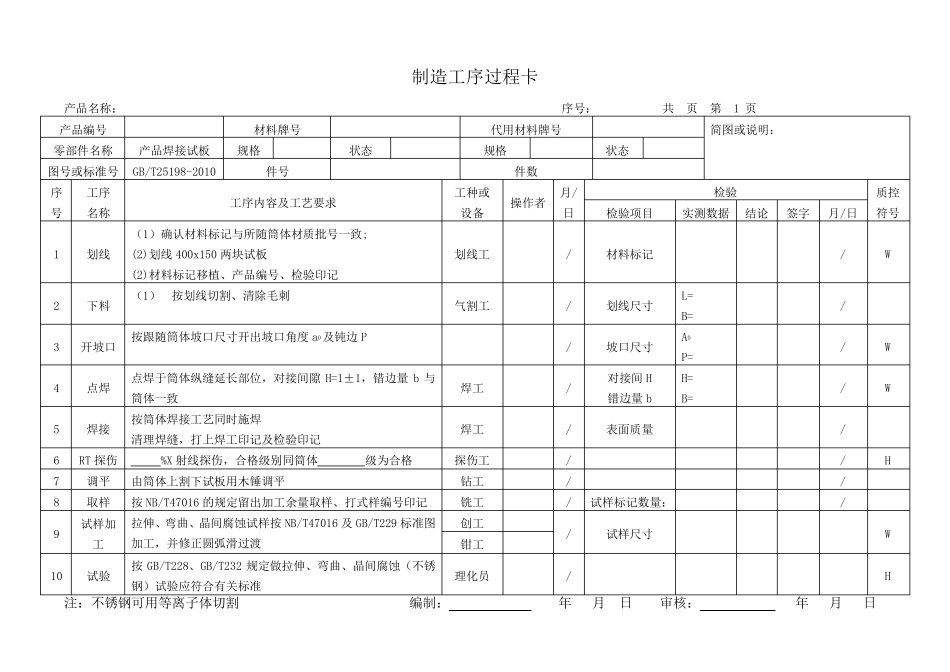
制 造 工 序 过 程 卡 产品名称: 制造编号: 编 制: 审 核: 制造工序过程卡 产品名称: 序号: 共 页 第 1 页 产品编号 材料牌号 代用材料牌号 简图或说明: 零部件名称 产品焊接试板 规格 状态 规格 状态 图号或标准号 GB/T25198-2010 件号 件数 序号 工序 名称 工序内容及工艺要求 工种或 设备 操作者 月/日 检验 质控 符号 检验项目 实测数据 结论 签字 月/日 1 划线 (1)确认材料标记与所随筒体材质批号一致; (2)划线400x150 两块试板 (2)材料标记移植、产品编号、检验印记 划线工 / 材料标记 / W 2 下料 (1) 按划线切割、清除毛刺 气割工 / 划线尺寸 L= B= / 3 开坡口 按跟随筒体坡口尺寸开出坡口角度a0及钝边P / 坡口尺寸 A0 P= / W 4 点焊 点焊于筒体纵缝延长部位,对接间隙H=1±1,错边量 b 与筒体一致 焊工 / 对接间H 错边量 b H= B= / W 5 焊接 按筒体焊接工艺同时施焊 清理焊缝,打上焊工印记及检验印记 焊工 / 表面质量 / 6 RT 探伤 %X 射线探伤,合格级别同筒体 级为合格 探伤工 / / H 7 调平 由筒体上割下试板用木锤调平 钻工 / / 8 取样 按NB/T47016 的规定留出加工余量取样、打式样编号印记 铣工 / 试样标记数量: / 9 试样加工 拉伸、弯曲、晶间腐蚀 试样按NB/T47016 及GB/T229 标准图加工,并 修 正 圆 弧 滑 过渡 创 工 / 试样尺寸 W 钳 工 10 试验 按GB/T228、GB/T232 规定做 拉伸、弯曲、晶间腐蚀 (不 锈钢 )试验应 符合有 关 标准 理化 员 / H 注 :不 锈 钢 可 用等 离 子 体切割 编制: 年 月 日 审 核 : 年 月 日 制造工序过程卡 产品名称: 序号