压铸机调试工艺参数 1
机器在调节时应注意的事项 1 )只能调节机器使用说明书上指出的可调参数
调压时应按使用说明书的要求进行,不准大于规定的压力值,尽量防止调压过高,而致使油温增高或损坏元件
2 )不准在执行元件(液压缸、液压马达)运动状态下调节系统工作压力
3 )调压前应先检查压力表是否损坏,若有异常,待压力表更换后再调节压力
4 )调压前,先把所要调节的调压阀上的调节螺母放松,调压后,应将调节螺钉的紧固螺母拧紧,以免松动
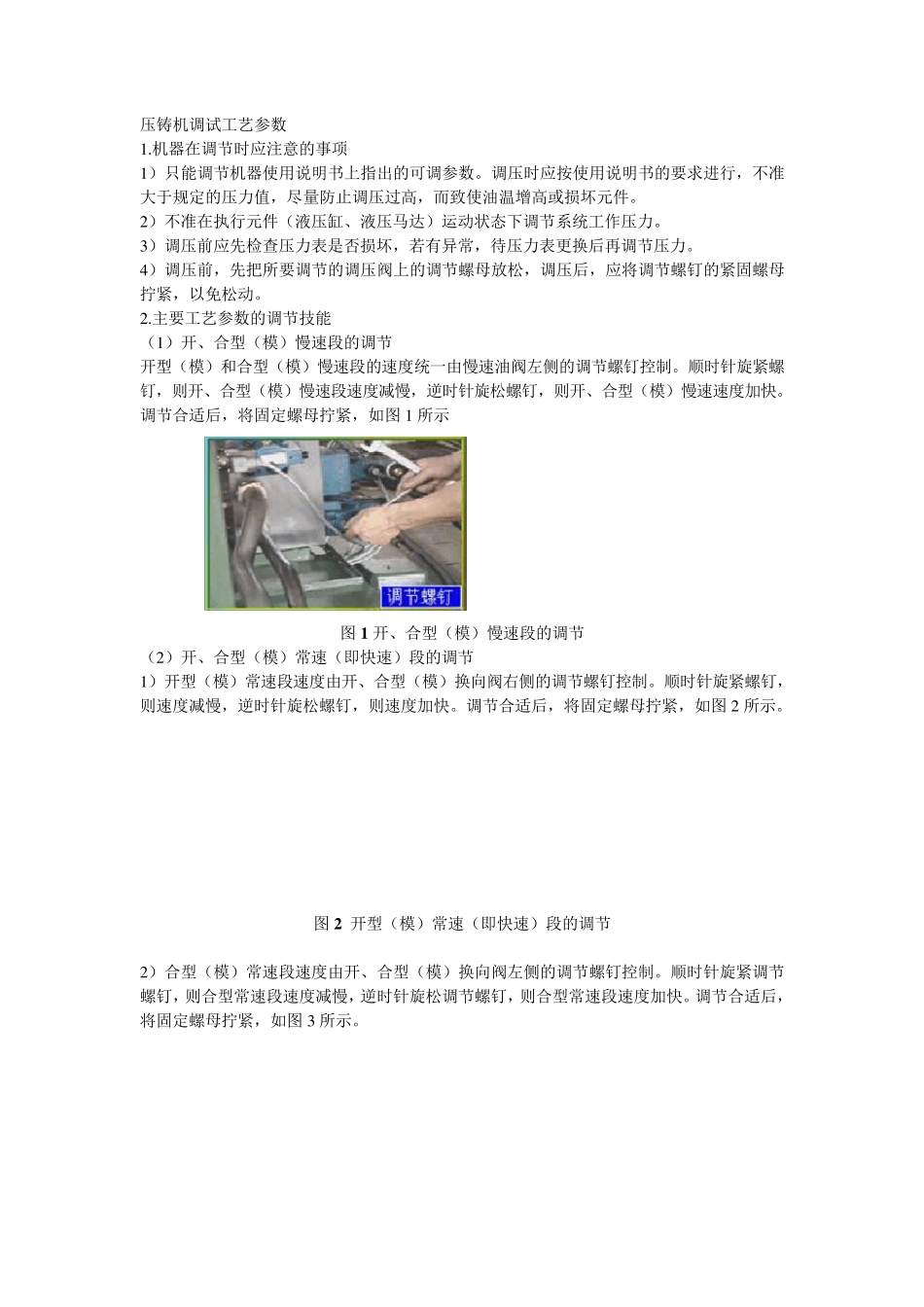
主要工艺参数的调节技能 (1 )开、合型(模)慢速段的调节 开型(模)和合型(模)慢速段的速度统一由慢速油阀左侧的调节螺钉控制
顺时针旋紧螺钉,则开、合型(模)慢速段速度减慢,逆时针旋松螺钉,则开、合型(模)慢速速度加快
调节合适后,将固定螺母拧紧,如图 1 所示 图 1 开、合型(模)慢速段的调节 (2 )开、合型(模)常速(即快速)段的调节 1 )开型(模)常速段速度由开、合型(模)换向阀右侧的调节螺钉控制
顺时针旋紧螺钉,则速度减慢,逆时针旋松螺钉,则速度加快
调节合适后,将固定螺母拧紧,如图 2 所示
图 2 开型(模)常速(即快速)段的调节 2 )合型(模)常速段速度由开、合型(模)换向阀左侧的调节螺钉控制
顺时针旋紧调节螺钉,则合型常速段速度减慢,逆时针旋松调节螺钉,则合型常速段速度加快
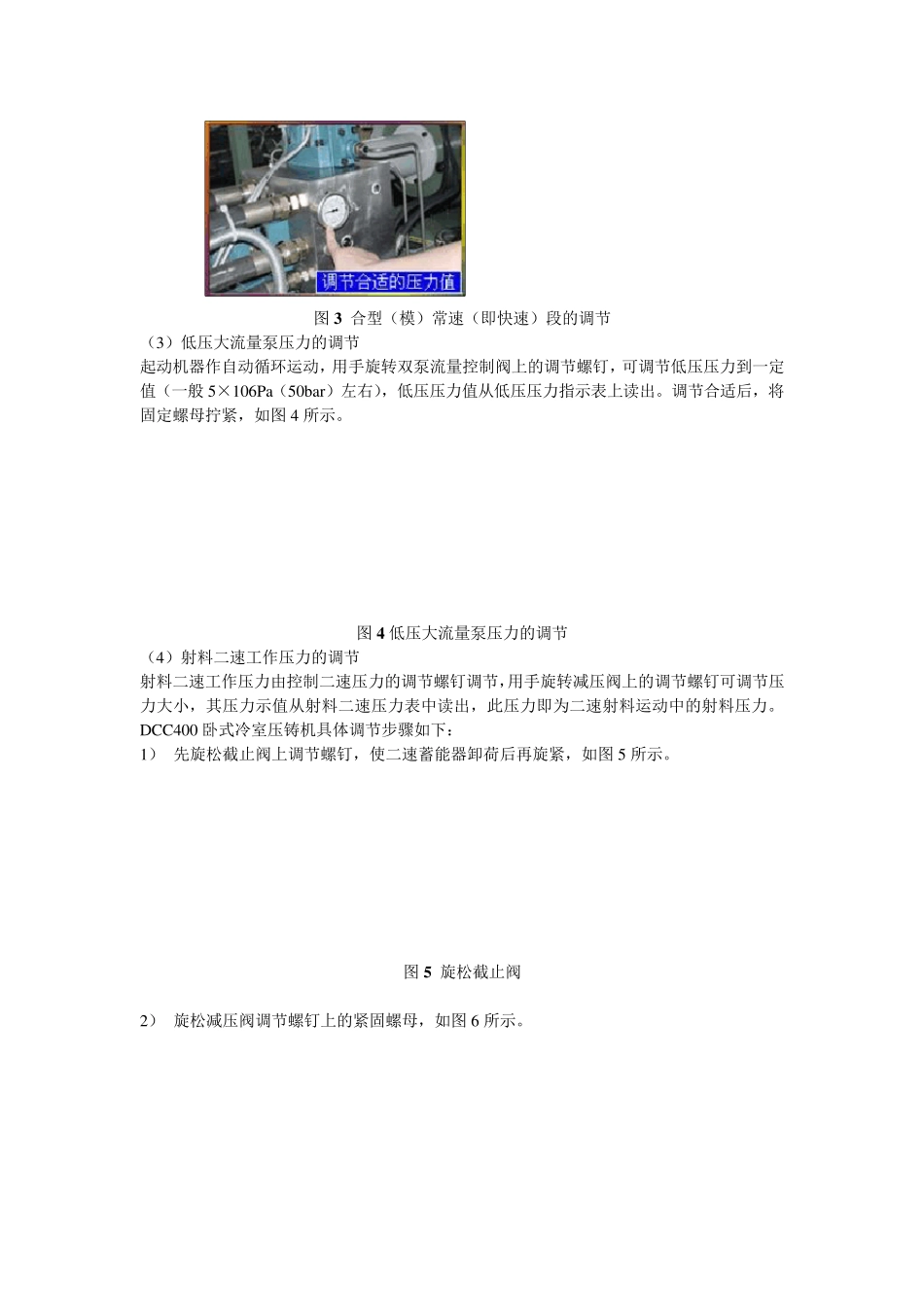
调节合适后,将固定螺母拧紧,如图 3 所示
图3 合型(模)常速(即快速)段的调节 (3)低压大流量泵压力的调节 起动机器作自动循环运动,用手旋转双泵流量控制阀上的调节螺钉,可调节低压压力到一定值(一般5×106Pa(50bar)左右),低压压力值从低压压力指示表上读出
调节合适后,将固定螺母拧紧,如图4 所示
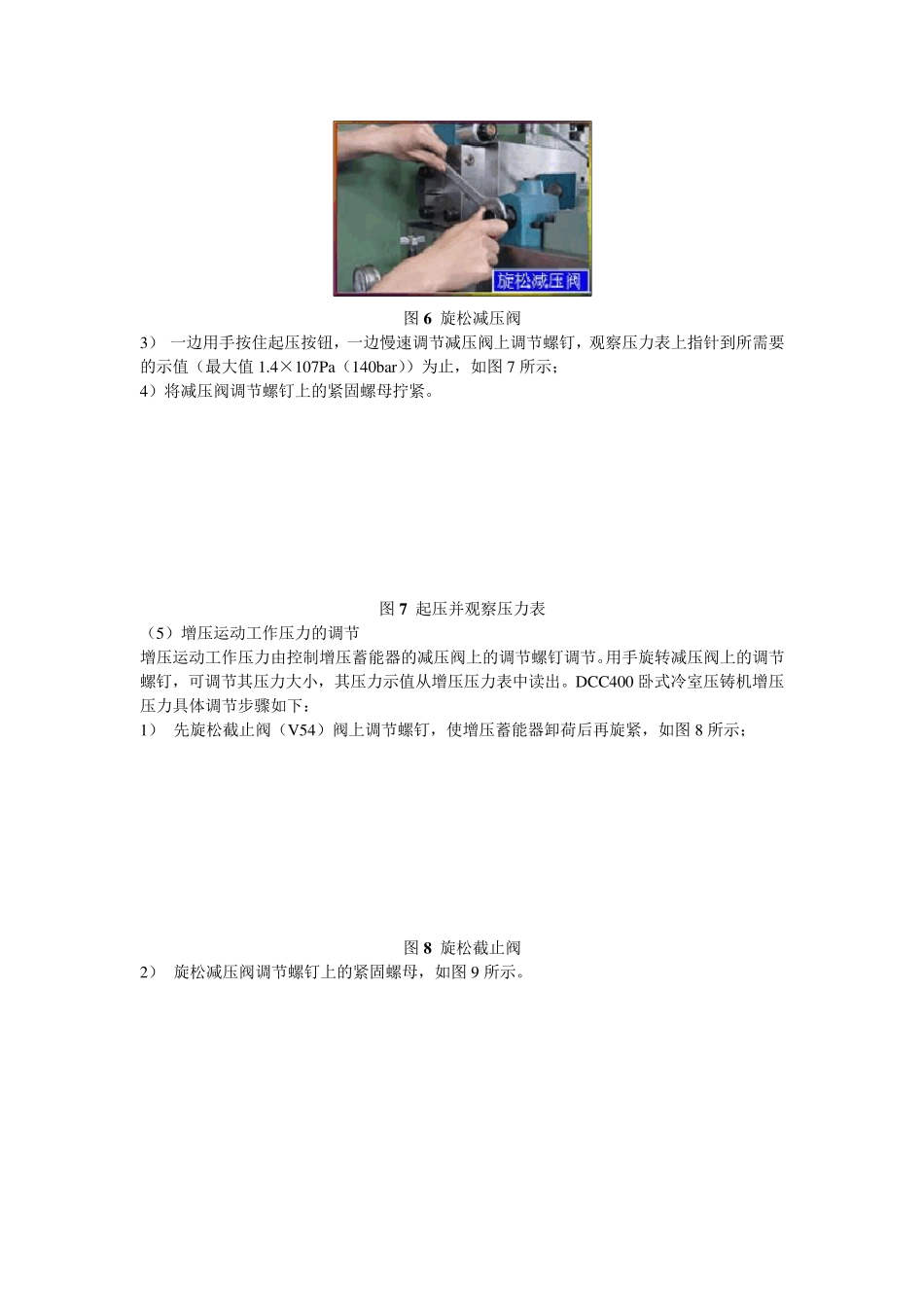
图4 低压大流量泵压力的调节 (4)射料二速工作压力的调节 射料二速工作压力由控制二速压力的调节螺钉调节,用手旋转减压阀上