讨论课题进展情况介绍国电电力建设讨论所 二○○五年十一月二十七日精品文档---下载后可任意编辑目 录1.本课题目标的提出2.焊接材料的选择3.焊接工艺试验实施4.焊接接头性能试验数据5.推举的焊接工艺6.结束语内容摘要:本文对在各电建公司进行的 P92 钢焊接工艺评定进行了详细的描述,包括焊接过程参数和焊接热处理过程都进行了详细的记录,涉及到对焊接线能量即焊接电流、电压、焊接速度的控制以及如何实现,对预热温度和层间温度的控制以及加热器的包扎,通过多种试验优化方案得到的较为理想的工艺
试验的过程中,依据标准DL/T868-2024 对焊接接头分别进行取样分析,包括拉伸、冲击、弯曲、硬度和金相等,用以对焊接工艺评定成功与否进行了验证
1.本课题目标的提出随着 P92 钢材在电力建设超超临界机组中的投入而且有被广泛使用的趋势,电力建设工程界迫切需要一套相对比较合理成熟的 P92 钢焊接工艺
国电电力建设讨论所会同山东电力建设第二工程公司、河北电力建设第一工程公司、河北电力建设第二工程公司、河南第一火电建设公司、江苏电力建设第一工程公司、湖南火电建设公司等六家电力建设公司共同组建了 P92 钢焊接工艺优化试验讨论课题组
课题的主要目的是通过有限的试验寻找满足 DL/T868《焊接工艺评定规程》的比较合理的焊接工艺
为此,要解决如下问题:(1)确定合适的焊接材料;(2)确定合理力学性能尤其是室温冲击韧性指标;(3)解决焊缝和热影响区软化问题;(4)提出合适的现场焊接工艺参数
课题组于 2024 年 11 月 22 日至 24 日在南京召开了会议
会议根据进口焊接材料的熔敷金属试验结果,确定了采纳进口焊接材料的原则
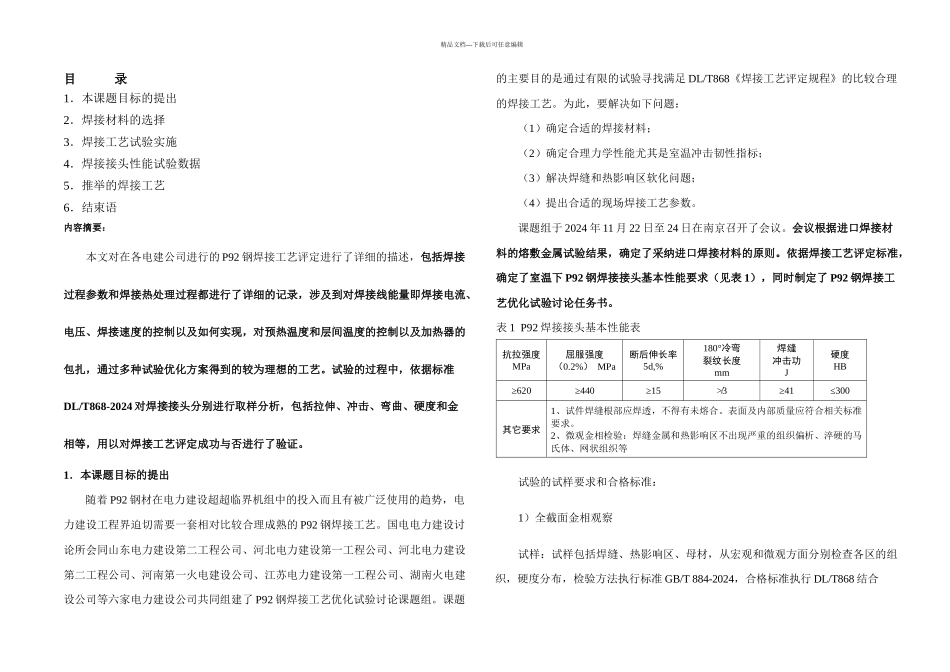
依据焊接工艺评定标准,确定了室温下 P92 钢焊接接头基本性能要求(见表 1),同时制定了 P92 钢焊接工艺优化试验讨论任务书
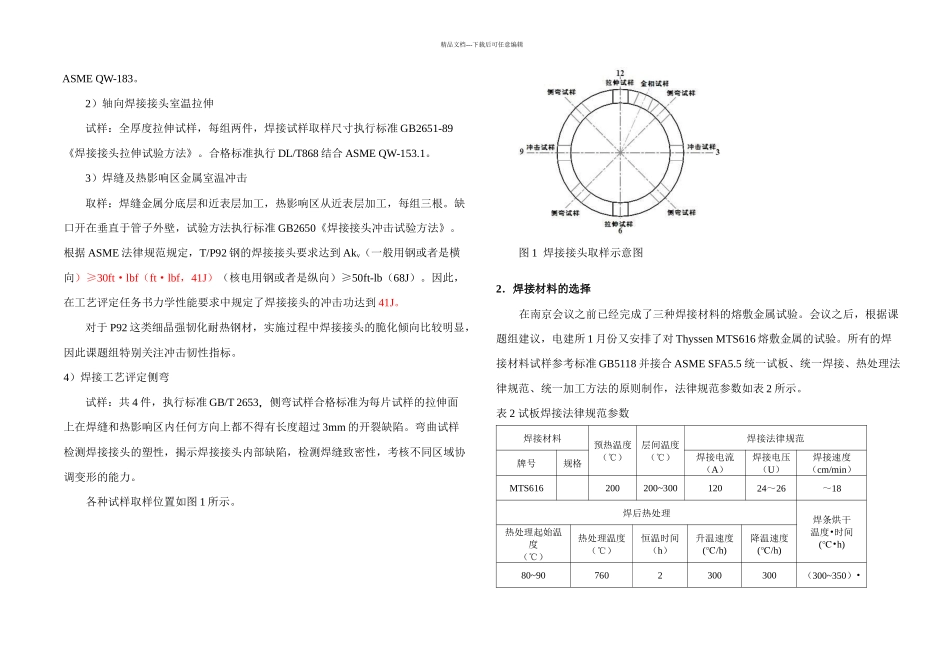
表 1 P92 焊接接头基本性能表抗拉强度