精品文档---下载后可任意编辑文件版本状态页码范围起案部门起案人起案日期01-11研发部黄凤娟2010-6-7NO
文件变更履历作成作成日期所属部门0新文件黄凤娟2010-6-7研发部正文项目1
工艺流程图程序13
不良品处理2
适用工具/设备8
质量要求11
注意事项14
条件参数12
保养法律规范15
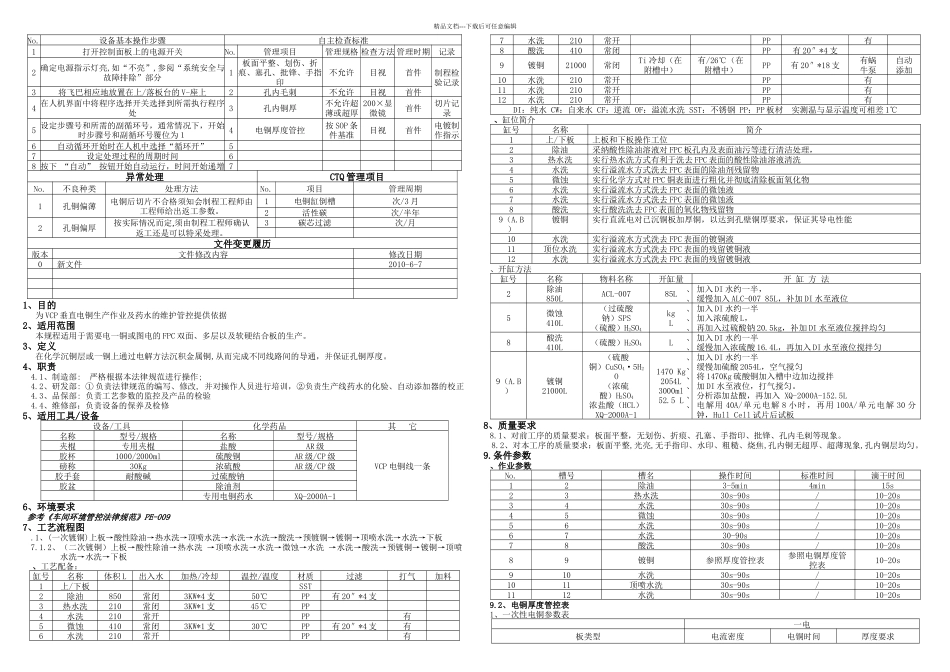
设备维护文件发放清单■制四课■研发部制工课■品保部□其它核准研发部经理制造部经理品保部经理日期日期日期、打开电源开关2、打开设备灯开关3、打开温度控制4、打开过滤泵控制5、打开鼓风顶喷控制、打开自动添加控制7、打开喷流泵控制8、打开电脑主机开关9、打开电脑显示器开关10、输入产品资料、打开产品基本流程资料12、调整好挂具与板的距离,开始夹板13、板时需将挂具挂好且拧紧挂具螺丝14、下板时将挂具螺丝拧松15、拆板将板放置于洗盆中待烘干精品文档---下载后可任意编辑No
设备基本操作步骤自主检查标准1打开控制面板上的电源开关No
管理项目管理规格 检查方法 管理时期记录2 确定电源指示灯亮,如“不亮”,参阅“系统安全与故障排除”部分1板面平整、划伤、折痕、塞孔、批锋、手指印不允许目视首件制程检验记录3将飞巴相应地放置在上/落板台的 V-座上2孔内毛刺不允许目视首件4 在人机界面中将程序选择开关选择到所需执行程序处3孔内铜厚不允许超薄或超厚200×显微镜首件切片记录5 设定步骤号和所需的副循环号,通常情况下,开始时步骤号和副循环号覆位为14电铜厚度管控按 SOP 条件基准目视首件电镀制作指示6自动循环开始时在人机中选择“循环开”57设定处理过程的周期时间68 按下 “自动” 按钮开始自动运行,时间开始递增 7异常处理CTQ 管理项目No
不良种类处理方法No
项目管理周期1孔铜偏薄电铜后切片不合格