工字钢焊接制作工艺梁 第1 页 编制者:周志刚 2 0 1 0 0 3 0 5 0 1 1 7工字钢焊接制作工艺梁 第2 页 前言: 工字钢也称钢梁(英文名称 I Beam),是截面为工字形的长条钢材
工字钢分普通工字钢和轻型工字钢,H 形钢三种
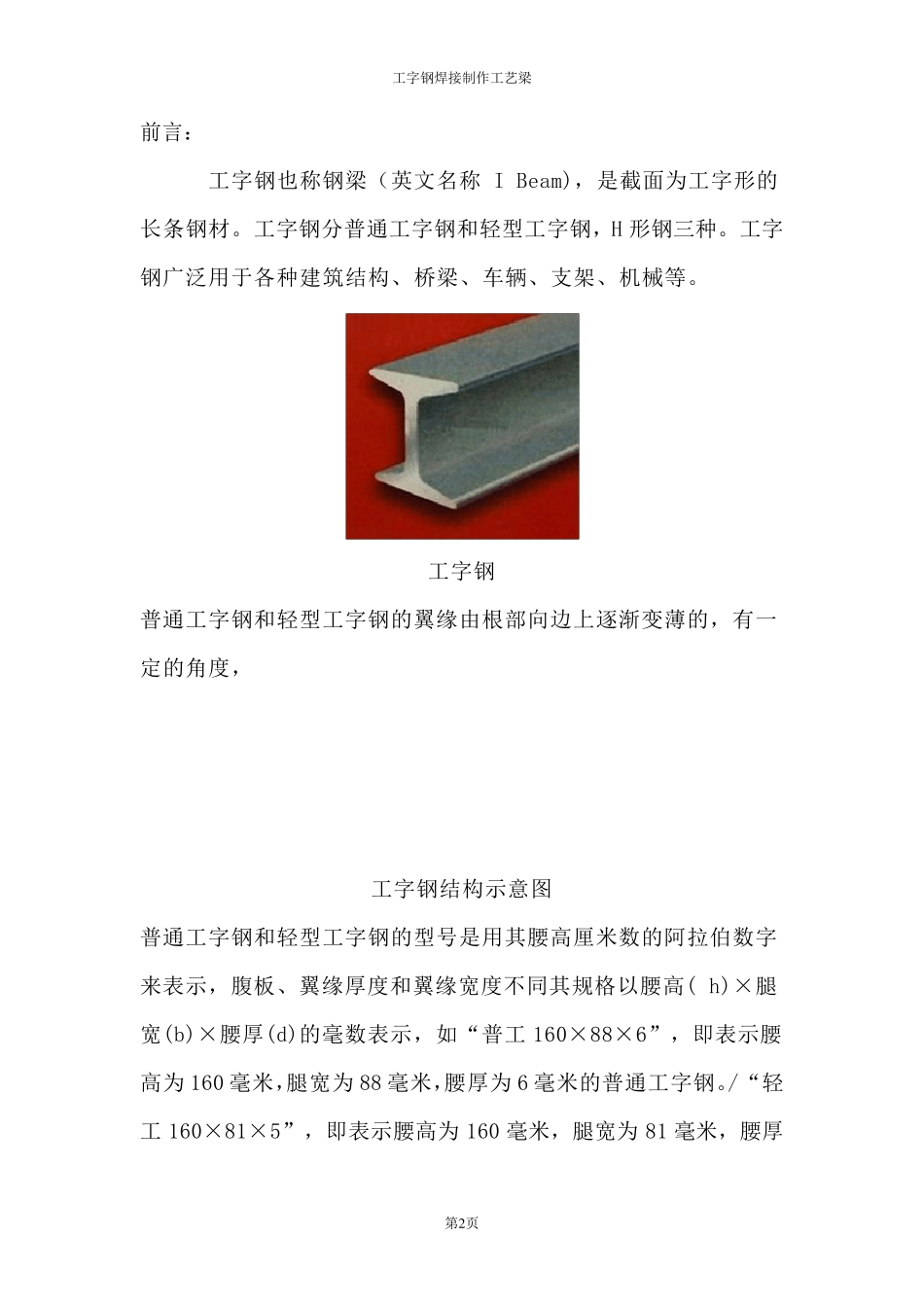
工字钢广泛用于各种建筑结构、桥梁、车辆、支架、机械等
工字钢 普通工字钢和轻型工字钢的翼缘由根部向边上逐渐变薄的,有一定的角度, 工字钢结构示意图 普通工字钢和轻型工字钢的型号是用其腰高厘米数的阿拉伯数字来表示,腹板、翼缘厚度和翼缘宽度不同其规格以腰高( h)×腿宽(b)×腰厚(d)的毫数表示,如“普工160×88×6”,即表示腰高为160 毫米,腿宽为88 毫米,腰厚为6 毫米的普通工字钢
/“轻工160×81×5”,即表示腰高为160 毫米,腿宽为81 毫米,腰厚工字钢焊接制作工艺梁 第3 页 为5 毫米的轻型工字钢
普通工字钢的规格也可用型号表示,型号表示腰高的厘米数,如普工16#
腰高相同的工字钢,如有几种不同的腿宽和腰厚,需在型号右边加 a b c 予以区别,如普工32a# 32b# 32c#等
热轧普通工字钢的规格为10-63#
经供需双方协议供应的热轧普通工字钢规格为12-55#
工字钢焊接制作工艺梁 第4页 吊车梁工字钢焊接制作工艺 1、工程概论 1
1 材料: 1
1 划线、号料前首先根据料单检查清点样板与样杆
按号料要求整理好样板
2 号料的钢材必须摆平放稳,不得弯曲
为方便摊料,两根型钢之间要留有 10mm 以上的间距,以便于划线
3 不同规格、不同钢号的零件分别号料
4 钢板的剪切线、气割线必弹直,弹线时注意风的影响,粉线要拉紧
弹好的线可用样板进行复量,两端与中间的宽度应一致
5 矩形板板号料,重点检查原材料钢板两边是否垂直,如果不垂直则要划好垂直线后再号